
















Senior Editor
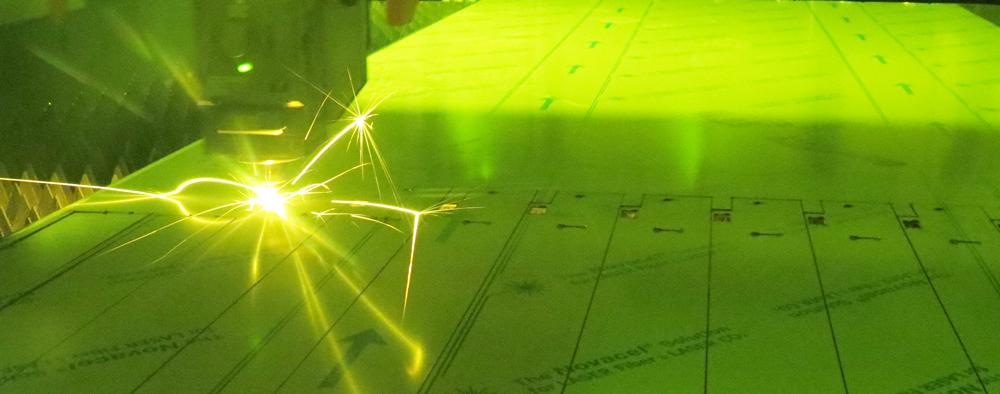
Figure 1
Atlanta Custom Fabricators’ fiber laser cuts through a nest
of 14-gauge stainless steel drawer components in a little
more than 9 minutes, something that would have taken
the company’s aging CO2 laser more than 30 minutes. The
common-line cutting increases material utilization.
A properly functioning laser cutting machine is rarely a manufacturing constraint. It takes mere seconds to cut a part but minutes to bend and weld, and sometimes hours to put that part together into a complex assembly. But laser cutting needs to be reliable and provide enough excess capacity to be extremely responsive. If it can’t respond to a change order in time, it can starve downstream operations.
This was the challenge Atlanta Custom Fabricators faced, a company that fabricates commercial kitchen systems, a market in which last-minute scheduling and part geometry changes abound. Last year the company had one aging laser. It wasn’t the fastest, but it was certainly enough to satisfy downstream operations. Still, if a last-minute change or rush order was thrown into the mix, things could get complicated.
ACF has a steady stream of repeat customers. Visit a Waffle House in the Southeast and you’ll probably see stainless steel kitchen components made by the people at ACF. The company serves institutions like schools, prisons, and hospitals that often call for bids many months before actual construction. But it also does work for private businesses like restaurants that tend to hold on to funds and pull the trigger for an order at the latest possible moment. To compete, ACF’s fabrication equipment must be at the ready.
If you’ve walked innocently by the frozen dessert case at the grocery store and found your hand moving against your will toward an Edwards® cookies and cream pie, you can blame Julie Tidwell’s family. “Julie is an Edwards, and her grandfather actually started the Edwards Baking Co.”
So said her brother-in-law Jack Tidwell, ACF’s vice president of purchasing, who with his brother (and Julie’s husband) Sam worked at the Edwards Baking Co. If you’re looking for people to blame for your dessert cravings, most of ACF’s management team is at least indirectly culpable.
When Sam, his wife Julie, and his brother Jack purchased the business in 2001 from Lewis and Pat Smith (family friends who were looking to retire), the firm went by the name Atlanta Kitchen Equipment and operated as a kitchen equipment dealer. Most dealerships in the commercial kitchen business work with custom fabricators to provide tables, shelving, and other custom products that go around washers, walk-in freezers, ovens, and other equipment provided by OEMs. Fabricators provide the custom metal products, OEMs provide the equipment, and dealers put it all together for the customer and often install the components at the construction site.
In 2001 Atlanta Kitchen Equipment was unusual because it also had a small custom fabrication operation that primarily supported the dealership, though it had limited sales to outside customers, including Lavista Equipment Supply (a Waffle House subsidiary that provides the chain’s kitchen equipment) and a few other dealers.
Less than a month after the Tidwells purchased the dealership came 9/11 and a nationwide economic downturn. This, along with a changing economy around Georgia, altered the commercial kitchen market. In the 1980s and 1990s, Georgia (and especially Atlanta) had so much commercial construction going on that the dealership rarely had to leave the state for more work. In the 2000s this began to change.
So they made the strategic decision to focus on metal fabrication. By 2005, when the company purchased its first laser, most of its work came from metal fabrication, and today all of it does. As a fabricator exclusively, ACF sells to dealers and institutions across the Southeast. And though still legally incorporated as Atlanta Kitchen Equipment, the company now does business as Atlanta Custom Fabricators.
When the Tidwells purchased the business in 2001, the fab shop supervisor handled all the layouts by hand. That individual had a lot of information in his head, and his department had only basic tools to work with—a shear, a notcher, a plasma torch, a used press brake, and a lot of manual hand work. It was old-school.

Figure 2
At right, Mark Skinner, vice president of Watson Hegner, a North Carolina-based machine distributor that helped Atlanta
Custom Fabricators set up its fiber laser system, observes the laser’s cutting cycle with Eric James, ACF’s laser technician.
Jack shook his head. “I don’t know how we did it back then. I really don’t.”
The Tidwells knew that if anything happened to their shop supervisor, the fabrication operation essentially would cease to function. This was one more reason to expand the fab shop’s capability, digitize and document processes, and otherwise bring the company’s sheet metal capability into the modern era.
In the front office the company migrated to Auto-CAD® and then to SolidWorks®. In 2005 the shop purchased a used CO2 laser. Technicians incorporated roller balls on the load/unload table to ease material handling, but even with this, the machine required two people to run and monitor it. They also had no flat-part deburring machine, so they had to manually deburr most parts coming off the laser before sending them on to the brakes for forming.
Nearly all components for kitchen systems require some amount of press brake work. Most have a straightforward 90-degree bend, but some involve complex forms like “marine” edges that bulge upward before lipping down, a shape that’s much easier on the hands than the sharp corner of a 90-degree flange. Some require special tools that bottom-bend the shape; others are air-formed by bumping with a standard or gooseneck punch and V die.
When managers began investigating lasers last year, they soon discovered that it made sense to go with the solid-state variety. ACF works almost entirely with stainless steel, much of it grades 201, 304, and 430, and most of it quite thin, between 14 and 20 gauge.
So in December of last year (in time to take advantage of the tax benefits), the company installed a new Ermaksan 2-kW fiber laser (see Figures 1 and 2). It also purchased one new Baykal press brake to handle the increased throughput from the laser.
The part shapes entail a fair amount of straight-line cutting, which can take full advantage of the cutting speed offered by the fiber laser. But from an overall productivity perspective, the shape of parts wasn’t a major factor, and recent one-off work shows why.
As Jack recalled, one recent customer who specializes in ornamental metal arrived at the shop with several sheets of stainless and a thumb drive. He gave the thumb drive to programmers, who unfolded the CAD files and imported them into the company’s Lantek nesting software, which exported the program to the new fiber laser machine. In a half hour, the customer had a small batch of intricately cut parts. ACF could do this because it now has a lot of excess capacity in laser cutting.
“The operator told me that what he did on his own on the fiber laser during one eight-hour shift would have taken two people on the old CO2 10 hours to do.”
So said Robert Hallowell, laser specialist at Watson Hegner Corp., the Dallas, N.C.-based distributor that helped ACF set up the fiber laser system last year. He added that this was possible even without advanced material handling. Much of this throughput increase came from the cutting speed of the fiber laser itself, but additional throughput also came from eliminating the need to deburr part edges (see Figures 3 and 4).

Figure 3
Wide-radius forms like this are made with a round punch, allowing for sufficient overbending to account for springback of the stainless steel. Note the edges. The cut parts emerging from the fiber laser, which uses shop air as an assist gas, required no deburring.
ACF achieves this productivity and quality not by cutting with a nitrogen assist gas, but by using shop air sent through a dryer. The company does have a few cylinders of oxygen for the occasional carbon steel job, along with a few cylinders of compressed air, as a backup in case the shop’s two compressors both fail at once. But for the most part, jobs at ACF are laser-cut with shop air.
In the 1990s this facility, with two nearby bay doors open to the humid Deep South, would have been the last place you’d expect to see clean, productive laser cutting using shop air. Technical literature of the day (much of it in the pages of this magazine) didn’t recommend it. It’s true that the air we breathe is mostly nitrogen, but it’s also true that compressed air by its nature retains moisture, and a dryer may not remove every trace of it. In such a superheated environment, where the laser melts and assist gas blows away the molten metal to produce a clean kerf, the smallest amount of moisture can wreak havoc on cut quality.
But the research (also published in the pages of this magazine) and technology have changed since then, especially when it comes to cutting thin material, 14 to 20 gauge, which is ACF’s bread and butter. Hallowell was able to set up ACF’s laser such that it can cut with dried shop air just as fast as it can by cutting with pure nitrogen (see Figure 5).
The laser cutting head’s nozzle diameter is set at 2 mm, while the pressure is set at 100 PSI, low enough to provide adequate coverage without blowing up the stainless steel’s protective film designed to work with the laser’s 1-micron wavelength. This setting creates enough flow rate to provide coverage and effectively evacuate the molten metal from the kerf.
This helps eliminate deburring and allows the laser to cut a kerf clean enough for common-line cutting (see Figure 1). During tests, Hallowell said he detected trace amounts of moisture, but nothing that would fall outside ACF’s application requirements.
“It’s really a perfect application for shop air cutting,” Hallowell said.
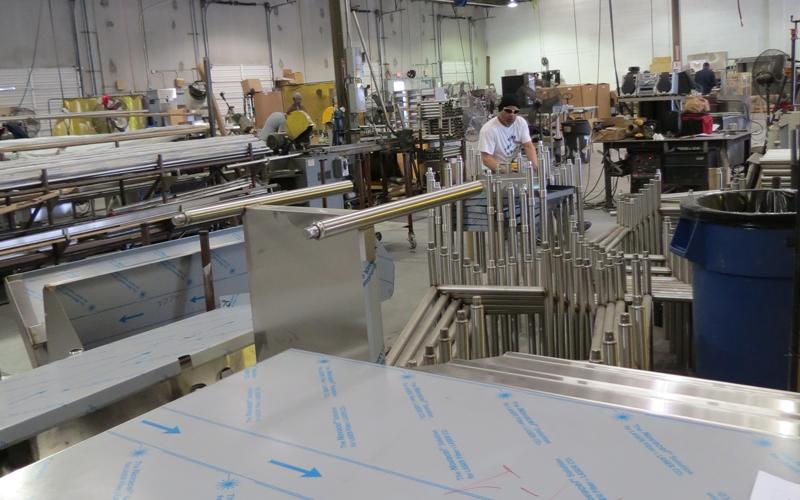
After several years of expanding its fabricating capability, the Tidwells have one more hurdle to overcome: space. The current campus, perched on a hillside in the Atlanta suburb of Douglasville, includes a 10,000-square-foot main plant and a 3,600-sq.-ft. warehouse. That was enough for Atlanta Kitchen Equipment’s small fab shop when it was just a side business, but not nearly enough for ACF’s full-service sheet metal fabrication and assembly operation (see Figure 6).
ACF’s stop-gap solution is to truck cut and formed parts to a rented facility about a mile away, where most of the company’s 44 employees polish, gas tungsten arc weld, and assemble the complex kitchen systems, ensuring everything fits before shipping the assembly to the construction site. Within the next year or so, managers hope to break ground on a plant expansion that will bring everyone under one roof.
The space will wrap tightly around the existing plant, squeezing in between the current plant perimeter and nearby hillside. Jack said he hopes the expansion will help better link upstream fabrication with downstream welding along with electromechanical assembly, where workers assemble anything from medical food carts to hydraulic sinks that move up and down to suit the food worker’s needs.
ACF’s extensive assembly operation now receives parts from upstream fabrication in short order—much faster than before, even though they’re a mile apart. With everyone under one roof, the response times will only get shorter.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...






{kind=link}
{kind=link}