














Global Product Director for End Effectors
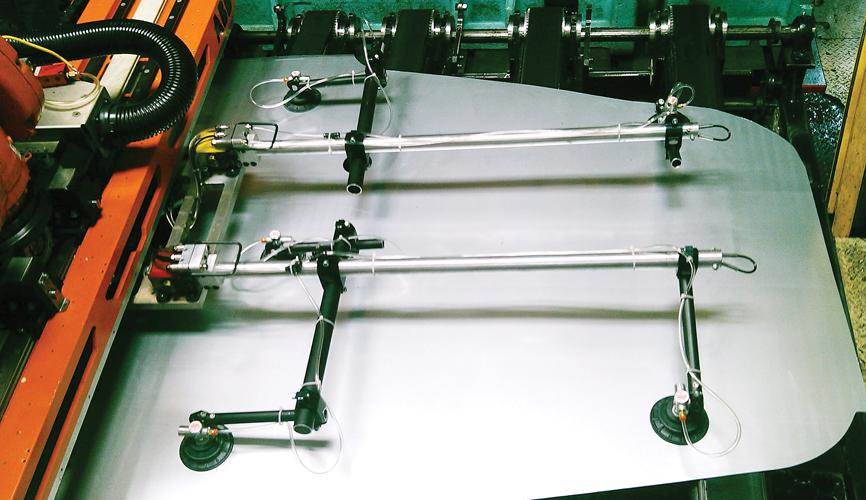
Figure 1
This lightweight end effector is not missing any air lines. Rather, it has advanced single-line venturis that can instantly release material without the need of a blowoff.
A stamping press that is not running can have a severe impact on a manufacturing facility’s bottom line. Not only does the equipment cease to produce profitable parts, but shutdown also draws valuable time from technicians and other staff members.
So how can a metal fabricator running a high-volume stamping operation reduce the risk of downtime and help the production line move as fast as possible? It can start by ensuring that the end effectors, the tools that pick and place the material being stamped, are built to provide efficient service shift after shift. Taking a look at the following three areas can deliver that performance.
Introducing lightweight tooling to the automation process helps to move parts faster through the stamping line. High-strength aircraft aluminum end effectors can allow shops to increase production line speed up to 30 percent, when compared to traditional end effector tooling design, without overworking other automation components. For those looking for maximum uptime and speed gains, lightweight tooling even allows for the installation of smaller robots that are faster and more efficient than the high-payload machines designed for heavy tooling.
Once in place on the robot, lightweight end effectors also reduce vibration during the pickup and drop-off processes. This decreases wear and tear on the machine, which translates to less maintenance and downtime.
While many stamping processes are becoming automated, most plants still rely on operators to change end effectors between production runs. Complex tooling can weigh up to 80 pounds and be difficult to maneuver into place, so these manual end effector changes can take an excessive amount of time. With modular, light, high-strength aluminum end effectors, shops can improve operator ergonomics, increase safety ratings, and save considerable time during manual tool changes.
Today’s lightweight end effectors can weigh as much as 50 percent less than traditional tooling. This significant reduction in weight can make it much easier for operators to maneuver end effectors into place. In many cases, tool changes that used to take 20 minutes or more, hit to hit, can be reduced to under 10 minutes using lightweight tooling. Facilities that typically conduct four to six tool changes each day can reduce that downtime up to one hour a day.
Historically, vacuum cups, which are used as end effector contact points in the majority of stamping operations, have required two air lines: one to create a vacuum and one for a blowoff that releases the material. This setup is becoming obsolete, though, with the introduction of single-line venturis (see Figure 1).
Single-line venturis use atmospheric vent holes to equalize pressure within the cup and release the material, which eliminates the need for a blowoff line. By replacing every traditional venturi on an end effector with a single-line venturi, a shop can cut in half air consumption and the number of air lines, valves, and fittings on that end effector. This reduces maintenance needs, from the vacuum cups to the air system to the compressor, which decreases downtime.
By taking advantage of atmospheric pressure to open the vacuum, each cup equipped with a single-line venturi can drop material instantly. Traditional blowoff lines produce inconsistent results across the end effector, which causes the material being dropped to fall at an angle or after a delay. Uneven drops and delays stress both the tooling and robot beyond normal operating levels. The instantaneous release single-line venturis offer leads to less maintenance downtime because of overstressed components and speeds up the drop-off process.
Automatic tool change technology, which allows a robot to drop off one end effector and pick up another without operator input, can significantly streamline a production line and maximize uptime. For facilities that run several different jobs, however, it also can be very cumbersome and expensive to set up.

Figure 2
Automatic tool changing can greatly improve line speed, but many shops do not have space for tool stands that hold several end effectors. To save space and installation costs, shops can implement semiautomatic tool changes using a two-tool stand. With this setup, an operator must still remove one end effector from the tool stand and replace it with whichever tooling is needed next, but all manual changing work is done while the stamping press is operating.
For fully automatic tool changes, each end effector must have a dedicated space on the tool stand (see Figure 2). For example, a line that is used for 10 different jobs needs a tool stand large enough to hold 10 end effectors. These massive types of stands take up valuable space on the shop floor and can be hard to build around.
For many facilities, a simplified process known as semiautomatic tool changing is a better fit. Semiautomatic tool changing requires only a two-tool stand. The robot drops off an end effector in one space and picks up the end effector mounted in the other space. While the robot is working with the second end effector, an operator removes the first from the tool stand and can replace it with whichever tooling is needed next.
Because all the manual changeout is done while the press is running, semiautomatic tool changing can provide the uptime benefits of fully automatic tool changing without the space and cost obstacles. When lightweight tooling is utilized, semiautomatic tool changes do not have to be difficult or time-consuming for operators.
Large manufacturers are already embracing lightweight, fast end effector designs, and many small-shop operators are starting to recognize the uptime gains this equipment can provide. The good news is that an end effector upgrade causes minimal disruption on the line.
Today’s advanced tooling is built to the same global standards as traditional end effectors, so it is compatible with existing equipment. Standardized, modular components can be ordered, delivered, and installed in a short amount of time.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Cameron Adams of Laser Precision, a contract metal fabricator in the Chicago area, joins the podcast to talk...