















Office Director and Author

Facing too many choices in selecting a band saw blade? For metal fabricators, understanding a few key concepts and following some selection tips can help narrow the choices down to just a handful of blades to handle most applications. Getty Images
Editor’s Note: This article is a follow-up to “How to select a horizontal band saw for maximum productivity."
In a perfect world, saw operators would have a multitude of blades for each saw, allowing them to select the optimal blade for each tube or pipe they cut. In the real world, operators typically have a single saw blade with which they cut everything from thin-wall, mild steel tubing to stainless steel bar stock.
While no blade is perfect for every application, considering a few factors can help narrow your choices from hundreds to a dozen or so.
Before we begin, following is a short course in band saw blade terminology, derived from the Guide to Band Sawing, published by LENOX® (see Figure 1):
Blade back: The body of the blade that does not include the tooth.
Thickness: The dimension from side to side on the blade.
Width: The nominal dimension of a saw blade as measured from the tip of the tooth to the back of the band; also called height.
Set: The tooth offset, right and left of center, which provides clearance for the blade back to move through the kerf.
Tooth pitch: The distance from the tip of one tooth to the tip of the next tooth.
Teeth per inch (TPI): The number of teeth per inch as measured from gullet to gullet.
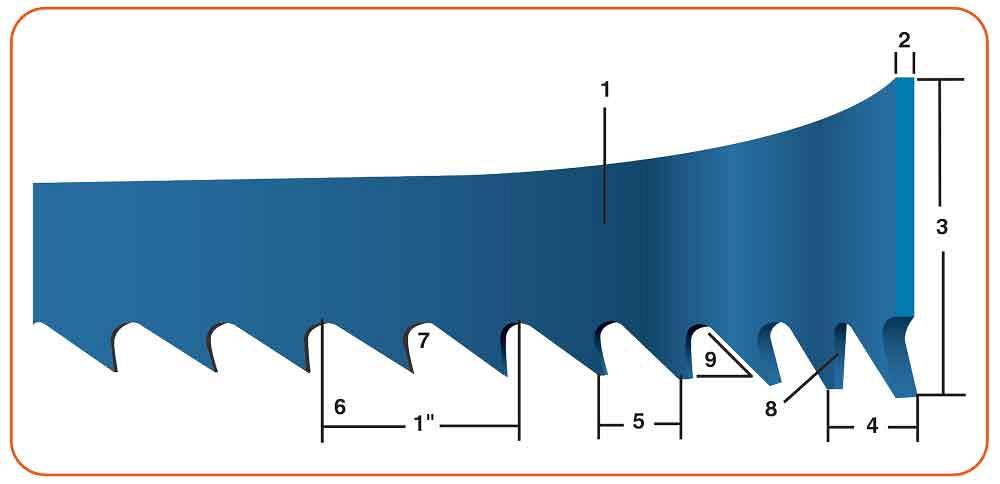
Figure 1
Gullet: The curved area at the base of the tooth; the gullet depth is the distance from the tooth tip to the bottom of the gullet.
Tooth face: The surface of the tooth on which the chip is formed.
Band saws have tight specifications for the blade’s length, thickness, and width. These numbers conform to industry specifications and are essentially non-negotiable. The size and spacing of the band wheels determine the blade’s length, while the gaps between the side guides or roller bearings (or both, depending on the machine) determine the thickness. A blade that is too thick doesn’t pass freely through the side guides or roller bearings. A blade that is too thin isn’t held securely by the guide rollers which, among other concerns, can lead to vibration and reduced cut quality. Vibration is easy to detect because it causes a chattering noise.
Under a given set of cutting conditions, the widest blade generally provides the straightest cut. This guideline is based on the direct relationship between blade width and blade beam strength. A rule of thumb is that as beam strength increases, cut quality improves.
Finally, the materials from which the blade is constructed affect its capabilities.
Bimetal blades consist of two pieces: an edge of high-speed steel welded to a fatigue-resistant, spring-tempered alloy steel backer. The high-speed steel teeth exhibit a superior combination of both wear and fracture resistance, or toughness, at cutting zone temperatures up to 1,100 degrees F. Bimetal blades are used in the widest array of applications, including metal fabrication. These blades are even capable of cutting relatively hard materials up to Rockwell C 40/45.
Carbide-tipped blades, which can cut up to Rockwell C 60/62, are constructed by having pocketed teeth formed into the backing material. Carbide is then welded into the pockets and ground to shape. Typical applications for this blade type include common aerospace materials such as nickel and titanium-based superalloys. In a set-style configuration, the carbide teeth are ground flush to the backing material, shaped, and then set.
Depending on the application and the band saw, a carbide-tipped blade can provide faster cutting, reduced downtime for blade changes, and an improved cut finish as compared to bimetal blades.
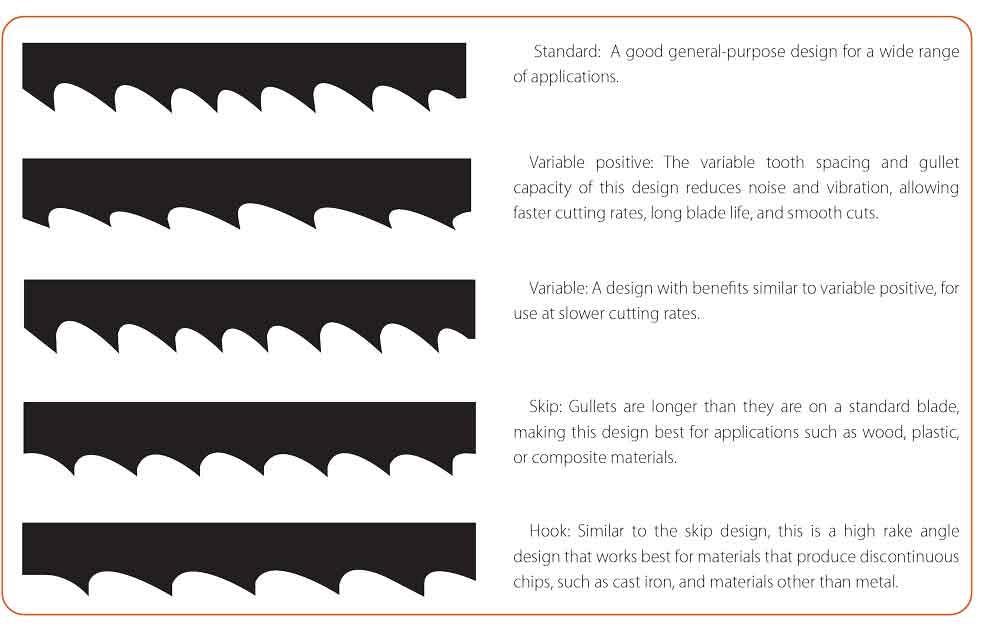
Figure 2
Tooth shape is the next consideration. The shape determines cutting efficiency, cut quality, chip-carrying capacity, and blade life. Teeth are available in several shapes (see Figure 2).
The next decision concerns the tooth set, which is the angle at which the teeth are offset from the backing. The tooth set affects chip formation and overall cutting performance, especially in pinching applications.
A raker blade has an odd-numbered tooth sequence with a uniform set angle. A basic, three-tooth sequence is left, right, and straight, or unset. The straight tooth is the raker tooth.
The raker pattern in a five-tooth sequence (left, right, left, right, straight) with a uniform set angle helps to optimize cutting efficiency and surface finish.
Another raker option is a pattern with varying set angles and magnitudes; in addition to reducing vibration and noise, a varying pattern helps blade performance in materials most prone to work-hardening.
An alternating tooth set has teeth set left and right but no raker tooth.
A double alternate plus raker has a five-tooth sequence: left, right, left, right, straight.
A wavy blade has alternating left and right teeth at a consistent pitch. This pattern usually is set to a fine pitch that reduces noise, vibration and burr when cutting thin, interrupted applications (such as tube).
One more aspect regarding set is the choice of single-level set or dual-level set. Single-level set refers to a blade geometry that has a single, consistent tooth height. Each tooth is bent to a consistent position. Dual-level set is a geometry that has two tooth heights. Varying the heights and set magnitudes creates a variety of cutting planes.
The final considerations are pitch and TPI. The terminology is simple: A TPI of 4 equates to a pitch of 0.25 inch. Increasing the TPI, or decreasing the pitch, produces an increasingly smoother cut. However, this doesn’t mean that a fine pitch is ideal for every cut.
As each tooth of the blade meets the material, it creates a chip along the shear plane as long as the material is wide. This chip accumulates in the gullet of the tooth, then falls out when the tooth exits the material. The higher the TPI, the smaller the individual tooth size and, consequently, the smaller the gullet. The smaller the gullet, the less room there is for the chip. If the chip overwhelms the gullet, it will increase the cutting resistance, load down the machine, and damage the blade. The optimal gullet is just large enough to hold the material accumulated during the cut.
For cutting tube or pipe in bundles, the recommended pitch is one pitch coarser than the ideal pitch for a single tube or pipe.
Ebony Goldsmith is the office director and author for KAAST Machine Tools Inc., 3 Merion Terrace, Aldan, PA 19018, 610-441-7317, e.goldsmith@kaast-usa.com, kaast-usa.com.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





