















Senior Editor

Imagen: Wila
Durante sus primeros días trabajando en el departamento de conformado de un fabricante, Larry Boden llegó a casa una noche y le mostró a su esposa un juego de calibradores. Para sorprenderla, él procedió a medir el ancho de su cabello y luego pasó a describir cómo pequeños cambios en el grosor de la chapa, incluso la composición química, podrían afectar la forma en que se dobla en una prensa dobladora. La precisión de todo aquello le fascinaba.
"Le dije a mi esposa: '¿No es algo extraordinario?' A partir de ese momento, quedé enganchado".
Boden continuó perfeccionando el arte de doblado, desarrollando procesos para que incluso las piezas más complicadas pudieran doblarse con una configuración por etapas, sin el beneficio de herramientas de altura de cierre común o software de simulación fuera de línea. Boden, ahora especialista en herramientas para prensas dobladoras en Mate Precision Technologies, dijo que cree que la fascinación es lo que falta en muchos departamentos de conformado en la actualidad. Para despertar la fascinación se requiere conocimiento que se está yendo muy rápidamente de la industria debido a la jubilación de expertos.
"La gente está invirtiendo en tecnología por necesidad", dijo Boden. “Lo necesitan para seguir siendo competitivos. Pero la tecnología no es la respuesta completa. Necesitas a alguien que tenga pasión por el doblado, alguien que quiera entenderlo, que tenga hambre de conocimiento; alguien que pueda responder esas preguntas de “por qué”, “por qué la chapa se dobla como lo hace”.
Muchos departamentos de doblado necesitan una renovación importante. Para descubrir lo que eso implica, The Fabricator contactó a expertos de tres importantes proveedores de herramientas: Mate, Wilson Tool International y Wila. El proceso de revitalización específico dependerá de la operación, pero la mayoría implicará al menos tres pasos clave: (1) conocer los fundamentos, (2) vigilar el proceso y luego (3) comenzar a visualizarlo.
Suponiendo que los operadores estén conformando por doblado en aire (y la mayoría hoy en día lo hacen), necesitan saber que lo que forma el radio de curvatura interior es el ancho del dado, no la punta del punzón. La profundidad de penetración en el dado (sobre-doblado para recuperación elástica) determina el ángulo de curvatura (consulte la Figura 1). Vale la pena aclarar los conceptos básicos, especialmente porque los veteranos más experimentados de la industria hoy en día probablemente comenzaron su carrera en prensas dobladoras llegando hasta el fondo, donde el radio del punzón de hecho forma el radio, y el ángulo del dado determina el ángulo de curvatura.
El doblado en aire es un animal diferente. Cuanto más amplia sea la abertura del dado, mayor será el radio de curvatura interior. Se puede predecir que una pieza de acero al carbono con resistencia a la tracción de 60 KSI se formará en aproximadamente el 16% de la abertura de un dado seleccionado apropiadamente (como una que tenga ocho veces el espesor del material). El operador verifica que este grado de material con ese espesor y que la longitud de curvatura se pueda formar de manera segura, considerando los límites de tonelaje de las herramientas, la prensa dobladora y la colocación de un juego de herramientas a lo largo de la plataforma de freno. Cuanto más angosto sea el dado, más tonelaje de conformado requerirá un trabajo. Si un freno tiene un tonelaje excesivo, puede provocar un vuelco del ariete o la curvatura permanente de la plataforma del freno. Dígale adiós a la precisión y repetibilidad del doblado.
Las tolerancias de los materiales varían, tanto en espesor como en dureza. En material nuevo, un operador debe realizar curvas de prueba y medir el radio resultante para establecer una línea de base de formación para este grado y espesor de material de ese proveedor.
"Obtenga estos datos correctamente cuando el material esté disponible, antes de que un operador tenga que realizar un trabajo y sacar las piezas", dijo David Bishop, ingeniero técnico de ventas y gerente de capacitación de Wila. “Por muy precisas que sean las prensas dobladoras y las herramientas de precisión actuales, la precisión del material en realidad está empeorando”.
Los proveedores de materiales y herramientas detallan el radio mínimo recomendado para varios grados y espesores para evitar el agrietamiento de las piezas. Un radio de curvatura interior ideal suele ser igual al espesor del material, pero algunos materiales difíciles pueden requerir un radio mayor y, por lo tanto, un dado más ancho.
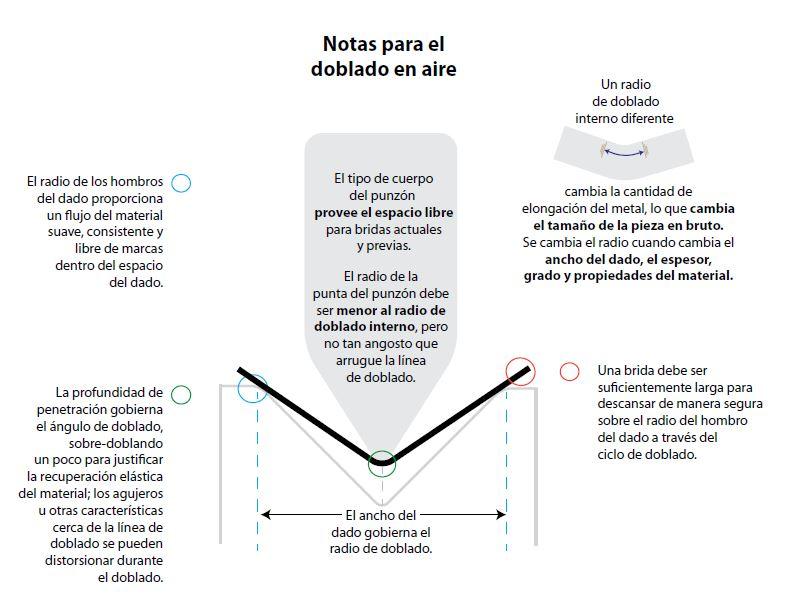
FIGURA 1. El doblado en aire no es doblado de fondo, un hecho que vale la pena aclarar incluso hoy en día, especialmente porque muchos de los operadores más experimentados comenzaron sus carreras con el doblado de fondo.
“Todavía hay operadores que me dicen: 'Recibo piezas todo el tiempo que me dicen que coloque un radio de 0.008 pulgadas en una pieza de acero de ¼ de pulgada”, dijo Bishop. "Eso no va a suceder."
"Es por eso que tenemos la tabla de fuerza de doblado en aire", dijo Steve Brown, gerente de productos de doblado de Wilson Tool. “Es la carta que detalla el radio interior, la longitud mínima de la brida, el tonelaje que producirá y cómo todo cambia con los diferentes espesores y tipos de material. Muchos operadores ahora simplemente lo pasan por alto. Con un proceso automatizado y programación fuera de línea, simplemente hacen lo que les dicen. Pero si fuera yo, querría al menos una comprensión básica, porque si la persona que generó el programa cometió un error o careció de conocimiento, soy yo al que le pagan por la producción”.
Cuánto se alarga la curvatura el material depende del radio formado que, a su vez, en el conformado en aire, depende del ancho del dado. Al cambiar el dado se cambia el radio, lo que cambia la cantidad de alargamiento, lo que cambia la dimensión general del espacio en blanco. Esa cadena de eventos es la razón por la cual la excelencia en el conformado cobra importancia, tanto frente a la prensa dobladora como en el departamento de ingeniería. Una verdadera actualización del departamento de doblado no puede ocurrir en el vacío.
Idealmente, los fabricantes no deberían cotizar ni diseñar piezas sin tener en cuenta algunos fundamentos de doblado. Estos incluyen la altura abierta (ver la Figura 2), la longitud de la carrera, la longitud máxima de doblez y la capacidad de tonelaje de las prensas dobladoras en el taller.
“Si tiene que formar una caja de 7 pulgadas de profundidad, pero la prensa tiene solo 14 pulgadas de altura abierta, los operadores no podrán entrar a la caja y, si lo hacen, nunca podrán sacar la pieza de la prensa dobladora”, dijo Bishop, “sin importar las herramientas que tengan”.
Algunas piezas pueden verse afectadas dependiendo de la orientación del grano, con la línea de doblado paralela o perpendicular al grano del material. Si la dirección del grano es importante en el conformado, los operadores e ingenieros deben asegurarse de que los programadores coloquen restricciones de grano en el nido, orientando las piezas solo de ciertas maneras en una pieza de chapa en relación con el grano del material (generalmente doblándose a lo ancho, no paralelamente al grano).
Cada cambio en el doblado puede tener un efecto dominó de consecuencias no deseadas. Por ejemplo, Bishop describió una situación en la que una pieza tuvo un cambio de diseño que creó una brida más corta. Los operadores simplemente alteraron el programa en la prensa para tenerlo en cuenta, no hay problema, ¿verdad? Pronto se dieron cuenta de que, por supuesto, el ancho del dado debía cambiar para adaptarse a esa brida más corta. Entonces cambiaron el ancho del dado. "Por supuesto, cuando cambia el dado de la abertura más grande a la más pequeña, el radio de curvatura y el tamaño de la pieza en bruto cambian".
Desafíos como este crean niveles cada vez mayores de frustración. Los operadores podrían empezar a elegir sus propias herramientas sin decírselo a nadie. Diferentes personas en diferentes turnos utilizan diferentes conjuntos de herramientas, y el cuello de botella en el doblado crece a medida que el retrabajo y el desgaste excesivo de las herramientas se convierten en la norma.
Brown recordó un taller donde un departamento de conformado que enviaba piezas al control de calidad y este rápidamente las rechazaba. “Así que volvían a enviar las piezas y las rechazaban nuevamente. Y otra vez. Y otra vez. No había nada en su proceso que permitiera al operador hacerlo bien la segunda vez”.
Como explicaron las fuentes, los buenos operadores a menudo quieren hacer lo correcto, pero se les presiona para que simplemente funcione y saquen las piezas. Si las pláticas sobre la conformabilidad ocurren antes de que un trabajo comience a funcionar (durante la fase de ingeniería, cotización o diseño), los buenos operadores no se pondrían continuamente entre la espada y la pared.

FIGURA 2. El doblado de cajas requiere que los frenos tengan una cierta altura abierta. De lo contrario, las herramientas no podrán abrirse lo suficiente para retirar la caja completamente formada del herramental. Wila
"Yo lo llamo 'vigilar el proceso, en todo el taller'", dijo Bishop, y agregó que, si un fabricante ha perdido el control del proceso, las nuevas herramientas o la tecnología de doblado no resolverán el problema.
Cuando los operadores e ingenieros colaboran y conocen los conceptos básicos, pueden comenzar a visualizar el doblado en aire en acción, con el espacio en bruto colocado contra el tope trasero y el punzón descendiendo al espacio del troquel, doblándose ligeramente para tener en cuenta el retorno elástico. Cuanto más estrecho es el troquel, mayor es el tonelaje de doblado, lo que introduce la necesidad de coronar, el sistema que contrarresta la curvatura natural de la prensa dobladora. Es un acto de equilibrio lleno de matices, y cuanto más lo comprendan los operadores, mejores podrán ser.
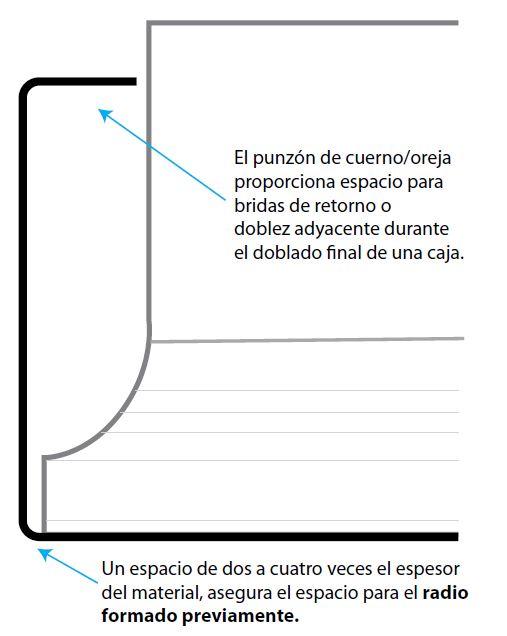
Un punzón, muchas dobleces. Esta visualización revela que, en el doblado en aire, el punzón es sólo un mecanismo de empuje. No tiene ningún efecto sobre el radio o ángulo de curvatura interior, aparte del efecto indirecto de los relieves, cuellos de cisne o ventanas que dan espacio para las bridas actuales o formadas previamente (consulte la Figura 3). Dejando a un lado los problemas de espacio libre, siempre que el radio de la punta del punzón sea menor que el radio de curvatura interior de la pieza y la punta del punzón no sea tan afilado como para clavarse y arrugar la línea de curvatura, un punzón puede formar una variedad de radios y ángulos de curvatura.
"Todos deben intentar utilizar la menor cantidad de herramientas para realizar el trabajo, de modo que los operadores puedan minimizar los cambios y ser lo más eficientes posible", dijo Bishop, advirtiendo que, nuevamente, cualquier cambio en las herramientas debe realizarse en colaboración con ingeniería y basado en fundamentos sólidos, para que esas consecuencias no deseadas vuelvan a aparecer.
Doblado de cajas. Al realizar un doblado de cajas profundo, Boden recordó haber confiado en trucos específicos para lograr que esas esquinas se alinearan correctamente, incluido “calzar” con un trozo de papel en la parte de los hombros del dado justo debajo de donde se forman esas dos esquinas finales.
Para comprender por qué esto vuelve a funcionar, es necesario visualizar un poco el proceso. El papel hace que el dado sea un poco más alto en cada extremo de la curvatura. Esto supera la resistencia natural al formar esas esquinas finales y, si se ajusta a la perfección, puede crear una esquina casi perfecta que encantará a los soldadores.
"Nuevamente, esto realmente requiere que los operadores comprendan el 'por qué' detrás del doblado en aire", dijo Boden. "Si no entiendes el 'por qué', es difícil encontrar una solución".
Siguiendo con esa visualización del doblado de cajas, los operadores pueden ver la necesidad de orejas en el punzón al formar cajas con bridas de retorno en la parte superior (ver Figura 4). Como lo describió Brown: “Para entrar en una caja de 4 pulgadas de ancho [para la curva final], ¿qué tan largo debe ser ese golpe? No puede ser de 4 pulgadas. La herramienta tiene que tener un poco menos de 4 pulgadas, generalmente entre dos y cuatro veces el espesor del material”. ¿Por qué? El extremo del punzón chocaría con los radios previamente formados a cada lado y perpendiculares a esa curva final. Para los menos experimentados, puede resultar difícil verlo. Pero a medida que los operadores pasan más tiempo delante del freno, empiezan a pensar en tres dimensiones.
Marcado de chapa. La visualización puede ayudar a la hora de abordar problemas de marcado de chapa, algunos de los cuales pueden atribuirse a un radio de hombro de dado excesivamente afilado, especialmente cuando se combina con una abertura de dado estrecha. "En algunos casos, se puede obtener una ranura en forma de 'L' en la pieza", dijo Bishop, especialmente con material más blando. Con un dado en V angosto, el punzón aplica tanta presión que los hombros del dado se hunden en el metal mismo, una imperfección que no se puede eliminar con pulido.
Incluso un dado en V del ancho adecuado puede causar marcas si no se almacena o manipula adecuadamente (consulte la Figura 5). Un hombro de dado dañado puede causar estragos en materiales sensibles a la superficie, pero ¿está realmente dañado?
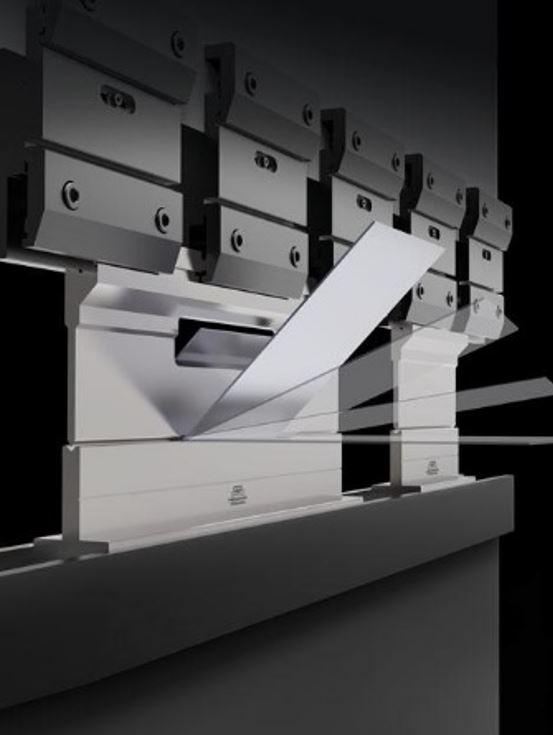
FIGURA 3. Un punzón puede formar una variedad de curvas. Diferentes cuerpos de punzón y ángulos de punzón dan espacio para bridas actuales y previamente formadas. Aquí, un punzón de ventana proporciona espacio para una brida de retorno profunda. Mate Precision Technologies
"Una herramienta dañada y una herramienta con rozaduras comienzan con un aspecto casi igual", dijo Brown, y agregó que la prueba de la uña puede ayudar en este caso. Rasque con su uña a lo largo del hombro del dado y, si siente que cae en una muesca o hendidura, la herramienta está dañada. La rozadura (trozos de metal atrapados en la superficie de la chapa o escoria de los bordes cortados (especialmente para material galvanizado y aluminio)) se asienta en la superficie del hombro del dado y se puede limpiar.
Es cierto que puede ser complicado diferenciar entre rozadura y daño al dado, dijo Brown, especialmente si un hombro está lleno de rozaduras. La superficie “real” del hombro del dado parece ser una hendidura. En verdad, una limpieza rápida con un paño Scotch-Brite no agresivo puede eliminar la rozadura, aunque como explicó Brown, los abrasivos agresivos pueden hacer más daño que bien. De hecho, simplemente limpiar la herramienta con frecuencia con un abrasivo no es una solución a largo plazo, ya que ese abrasivo puede cambiar las cualidades de la superficie de una herramienta rectificada con precisión.
Puede ser útil limpiar rápidamente con un paño suave, lo cual es una buena práctica con ciertos grados de aluminio y material galvanizado que tienden a crear rozaduras significativas. Aunque lo ideal suele ser abordar la causa raíz (superficie y bordes del material más limpios).
Una solución podría ser considerar un radio de dado menos afilado, “de modo que, en lugar de una acción de agarre, se obtenga más un frotamiento”, dijo Brown, y agregó que estos pequeños ajustes pueden retardar la formación de rozaduras, hacer que el doblado sea más consistente y prolongar la vida útil de la herramienta.
Bridas cortas, características en líneas de doblado. Por supuesto, un trabajo puede requerir un radio de dado afilado debido a una brida corta, que debe "atrapar" el hombro del dado para evitar que caiga en el espacio del dado. Pero hay otras formas de abordar las bridas cortas. Lo mismo ocurre con las características en o cerca de líneas de doblado como agujeros que pueden distorsionarse cuando se doblan. Los dados de ala giratoria (con levas giratorias que sostienen el material durante el doblado) pueden superar este problema. Lo mismo ocurre con los insertos de uretano con el durómetro adecuado. El paño (cinta) de uretano también puede ayudar con los problemas de marcado.
Aun así, saber que una brida corta o un orificio en la línea de curvatura podría ser un problema desde el principio podría impulsar un cambio de diseño, lo que haría la vida de todos mucho más fácil. Como mínimo, el taller podría tener una estrategia para trabajar con este tipo de bridas (u otras formas desafiantes), conocer los mayores costos detrás de esos pasos (como la necesidad de herramientas adicionales) y seguir adelante con un plan, no simplemente aventar el trabajo al departamento de conformado y esperar lo mejor.
En los mejores departamentos de formación el aprendizaje nunca se detiene y el conocimiento siempre se comparte. Pero ¿qué pasa si las personas más experimentadas de un departamento de prensas se jubilan? Peor aún, ¿qué pasa si las hojas de configuración carecen de claridad, la selección de herramientas no está estandarizada y, debido al caos operativo, los operadores tienen que resolverlo solos?
“Invierta en capacitación externa”, dijo Boden, “en capacitación real de operadores. Encuentre un experto y diseñe rápidamente un programa de capacitación fundamental para lograr cierta estandarización. No querrá que todos en el departamento de prensas hagan algo diferente. Cuando eso pasa, se obtiene caos”.
Bishop añadió: "Estoy convencido de que, si los fabricantes de chapa metálica quieren asegurarse de contar con programadores y operadores de máquinas capacitados, tendrán que desarrollar sus propios programas internos de capacitación y desarrollo".
Todos en la industria reconocen lo importante que es la formación fundamental y hay formación externa disponible. La Asociación de Fabricantes lo ofrece, al igual que los proveedores de máquinas y herramientas. Esta capacitación sienta las bases y, en esencia, debería dar a las personas la chispa para aprender más, ser creativas, colaborar y hacer que el departamento de doblado (el corazón palpitante de cualquier taller fabuloso) sea más fuerte que nunca.



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}