















Strategies for bending aluminum 6061-T6
Pros and cons of torch annealing the bend line for press brake operators

FIGURE 2. When air bending aluminum 6061-T6 (or any material, for that matter), make sure you’re using the correct die width for the application. Air forming into a narrow die creates a small inside bend radius, which can lead to cracking. Sergeyryzhov/iStock/Getty Images Plus
Reader Comment: First, you write some very good articles on sheet metal fabrication. I thank you for them! I would like to offer some additional insight into the annealing process you discussed in your September 2021 article about forming aluminum 6061-T6.
When I was first shown the annealing trick you discussed in your column, I was told to use an oxyacetylene torch and, with just the acetylene gas ignited, color the form line with a coating of that black soot that the acetylene gas, burning solo, creates. Just a very dark brown to a slightly black line is all it takes.
Next, turn the oxygen on. From the opposite side of the part and from a good distance away, heat that line until the colored line you just applied begins to fade and then completely disappears. That seems to be the proper temperature at which the aluminum is annealed enough to ensure a 90-degree form without any concerns for cracking.
You don’t need to form the part while it’s still hot. You can let it cool down, and it will, obviously, still be annealed. I recall doing this on 6061-T6 sheet materials up to 1/8 in. thick, maybe a little thicker.
Response: I’m glad that you enjoy my columns, and thank you for your input. It is very informative and something I have used myself many times. Therefore, I thought that I would pass it along.
Let’s start by listing a few facts about annealing aluminum with an oxyacetylene torch. Aluminum melts from the inside out. It also doesn’t change color when heated, which increases the risk of burns. That said, annealing may allow you to form the required inside bend radius, no bumping required.
How Annealing Works
Annealing is a well-known heat treatment process used to modify the properties of metals, including aluminum. The metal’s internal structure is altered by carefully controlling the temperature and cooling rate, making it more malleable and easier to work with, reducing the risk of cracking during forming.
When aluminum or other metals are subjected to high temperatures during annealing, the dislocations within its crystal structure begin to rearrange, a process known as recovery. As the temperature increases, new strain-free grains start to form through recrystallization, replacing the material’s cold-worked regions. This reduces hardness and increases ductility.
When the annealing temperature is held long enough, the grains within the aluminum material start to grow larger. This phenomenon, known as grain growth, further improves the material’s ductility while reducing its strength. The increased grain size makes it easier for the metal to deform without fracturing (see Figure 1).
Annealing Versus Tempering
Annealing and tempering are both heat treatment processes used to modify the properties of metals, but they serve different purposes. Annealing is primarily used to soften the metal and improve its ductility, usually for further cold-working (like bending) or machining processes. It involves heating the material to a specific temperature, holding it at that temperature for a certain period, and then slowly cooling it down. The slow cooling process is essential to prevent new strain formation and maintain the desired microstructure.
Tempering reduces the hardness and brittleness of hardened steels. After quenching the steel to make it hard, the tempering process reheats the metal to a temperature below the critical point (lower than the hardening temperature) and then lets it cool down. This process helps relieve internal stresses and improves the material’s toughness while retaining some of its hardness.
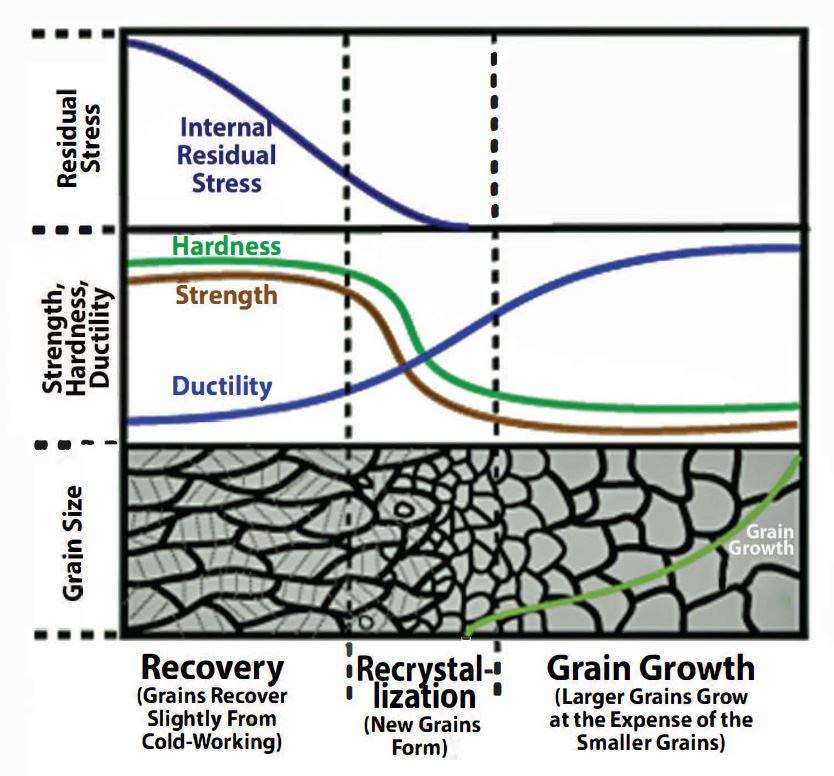
FIGURE 1. Aluminum and other metals subjected to heat undergo a change in microstructure through processes known as recovery, recrystallization, and grain growth.
During either annealing or tempering, overheating can adversely affect the material’s properties, potentially leading to a change in temper or other undesirable characteristics. For instance, overheating steel during tempering can lead to a significant loss of hardness. Tempering aims for a specific balance between hardness and toughness, and excessive heat can disrupt this balance. Overheating can change the material’s microstructure, in some cases causing the formation of coarse grains that can negatively affect the material’s mechanical properties. The material may become weaker and less able to withstand mechanical stress.
Overheating also can cause uneven heating and cooling, leading to warping or distortion of the material. Tempering can be problematic in precision applications or where tight tolerances are required.
To address these issues, be sure you control the heat. Pay close attention to the temperature during heating to ensure it stays within the specified range. Use temperature-indicating devices, such as pyrometers or thermocouples, to monitor the temperature accurately.
Also, ensure the material stays at the annealing or tempering temperature for the recommended time. This allows structural changes without excessive grain growth or other undesirable effects.
If the material is overheated, take corrective action. In the case of tempering, you can reheat the material to the correct temperature and then properly quench it in water or oil to restore the desired properties.
Strategies for Bending T6 Material
As the reader described, one annealing method press brake operators use involves coloring the form line with a coating of black soot created by the acetylene gas burning without oxygen. Heat gradually dissipates through the metal sheet when the oxygen is turned on and applied from the opposite side. The operator can observe the fading and disappearance of the colored line, indicating the appropriate annealing temperature. This kind of annealing, if done properly, makes the aluminum about as bendable as it can get.
Annealing isn’t the only strategy for bending challenging material like 6061-T6, though. First, make sure you have the appropriate die width for the material grade and thickness (see Figure 2), and avoid bending a small inside radius. If you’re bending 0.125-in.-thick aluminum 6061-T6, you could try for an inside radius that’s between 1½ and three times the material thickness. For 0.25-in.-thick T6 material, the minimum bend radius could be three or four times the material thickness.
Please note that these are just generic recommendations. For better results, you’ll need to refer to the minimum bend radius information from your material supplier. Regardless, the smaller your inside radius, the more likely cracking becomes—especially with material as notoriously difficult to form as aluminum 6061-T6.
Also, avoid bending acute angles. Say you need to bend an outside angle of 100 degrees. When bending 0.25-in.-thick 6061-T6, you might see cracking when bending past an outside angle of just 86 degrees. You’ll likely never make it to 100 degrees without cracking. Ideally, part designers should take these forming limitations into account.
You also can try a three-step bending strategy. For instance, you can perform a 2-degree bend in front of the bend line, a 2-degree bend behind the bend line, and then an 86-degree bend in the center.
Look at torch annealing as another tool in your forming strategy arsenal. Sometimes, the best way forward is to get out the torch and start heating the bend line. Before you do, though, be sure to consider torch annealing’s benefits and challenges.
The Pros of Torch Annealing
First, it’s cost-effective. The method primarily uses an oxyacetylene torch, a relatively affordable tool compared to specialized annealing equipment. That can be beneficial for small businesses or individuals with budget constraints.
It’s also versatile. The method works on a range of material thicknesses, including 6061-T6 sheet materials up to 0.125 in. thick. That makes it potentially useful for various projects with different material dimensions.
Torch annealing also reduces material waste. By annealing aluminum before forming, you reduce the risk of cracking and produce fewer rejected parts. Annealing can help reduce material waste and increase overall efficiency.
It’s also a practical, experience-based approach. The method relies on the skill of the operator. Skilled practitioners can develop a keen eye for assessing the proper annealing temperature based on visual cues. Such experiential knowledge can be valuable in achieving consistent results over time.
The Cons of Torch Annealing
Of course, relying on skilled observation alone does have its drawbacks. This kind of torch annealing lacks precise controls offered by more advanced annealing techniques. Inconsistent heat application may lead to variations in material properties across different parts, affecting their performance. A lack of detailed information in the process can make replicating the exact annealing conditions a second time a challenge.
It’s also time-consuming, especially when applied to larger or detailed parts. Because the operator needs to control the heat application carefully, annealing with an oxyacetylene torch will extend production time, potentially affecting other projects. While the method might be suitable for smaller-scale or one-off projects, it may not be practical for large-scale or high-volume production due to the time required for annealing each part individually.
Then comes the safety considerations. Using oxyacetylene torches carries inherent safety risks. Adequate training and safety procedures are essential to prevent accidents and injuries, especially burns, because, again, aluminum does not change color when heated. Excessive annealing can overheat the workpiece and can even lead to material damage.
A Place for Artisan Methods
Still, this “artisan method” for annealing aluminum in sheet metal fabrication has its merits in terms of cost-effectiveness, versatility, and reduction of material waste—especially for prototypes or low-quantity work. As long as they know the pros and cons and how to address issues of overheating, operators who learn how to anneal with a torch get better with experience. Their skill can really set your forming department apart.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionAbout the Author

About the Publication

- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
Are two heads better than one in fiber laser cutting?

3
Supporting the metal fabricating industry through FMA

4
JM Steel triples capacity for solar energy projects at Pennsylvania facility

5
Omco Solar opens second Alabama manufacturing facility
