















Contributing Writer
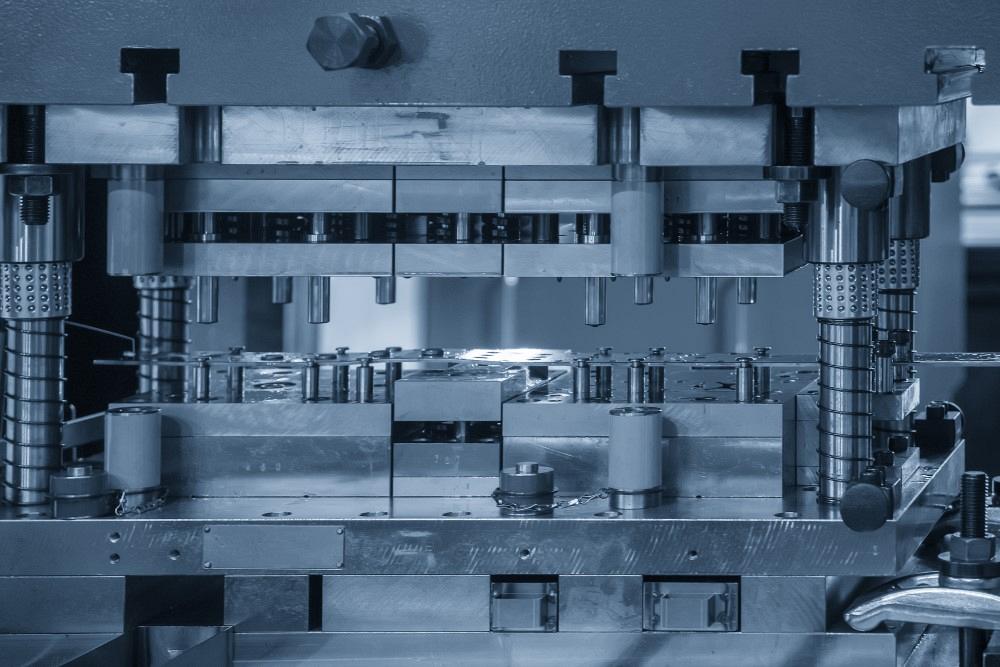
Phuchit/iStock / Getty Images Plus
Author’s Note: Since it’s been about 15 years since my Die Basics 101 series, I’ve been asked to write another series of articles on the fundamentals of stamping die design and construction. As experienced toolmakers and engineers retire, many companies have struggled to find and hire individuals with basic metal stamping tooling knowledge. I hope this series of articles will help to educate readers on all the critical steps and processes required to design and build a stamping die. Also check out the second and third parts of this series.
A stamping die is typically a one-of-a-kind, custom-designed tool. Unlike a store-bought item, it doesn’t come with instructions for assembly, operation, and maintenance. If even one of those factors isn’t done correctly, catastrophic tooling and stamping failure can result.
But first things first.
Before you can even begin to think about the process needed to design and build the die, you must determine if the part in question can actually be made using sheet metal stamping. Many parts have dimensional and tolerancing characteristics that cannot be met using a conventional stamping process, so they must be manufactured using an alternative method, such as casting followed by machining to the specified tolerance.
It takes years of experience to be able to look at a part and determine if it can be stamped. And just because a part can be made with stamping doesn’t mean it should. Sheet metal stamping dies typically are meant to produce very large part volumes. For low part volumes, it sometimes makes sense to produce the parts using lower-cost methods like press brake bending, welding, and machining.
Don’t confuse a die designer with a process engineer. Process engineers determine the process steps that must be executed to transform flat sheet metal from a blank to a finished part. It may take a single-station line die or a 40-station progressive die. This is undisputedly the most important step that determines the success of the stamping operation. If the process for making the part, even a single forming or cutting operation, is not correct, the die and stamping process will fail.
Die designers determine the mechanical means for executing these process steps as easily as possible. The die designer makes decisions such as tool steel type, die geometry, and die length. Experienced die designers often act as the process engineer as well, meaning they determine the number of steps needed to make the part, as well as design the mechanical means of executing the process.
Before determining the steps needed to make the part, you must analyze the part print, looking carefully at the part geometry, the specified tolerance, and the material type and thickness. These last two factors are critical when deciding on the manufacturing process steps and tool design. Don't assume the part can be made from the specified material. Just because it’s been designed to be made from a certain metal doesn’t mean it can be made from that material.
To make a good decision on the process steps required for part manufacture, both the process engineer and die designer must understand the effects that the part material has on the process and the tool design. The part material influences:
Thousands of different ferrous and nonferrous metals are available, each with its own characteristics. Materials from titanium to gold can be stamped. As I tell my seminar attendees, to process, design, or troubleshoot sheet metal successfully, you must first “think like the metal.” For example, if you think like low-carbon draw-quality steel and are trying to form aluminum, you will likely have problems. That doesn’t mean aluminum is bad; it’s just different.
If you are processing a part that requires a great deal of stretch or drawability, don’t attempt it with insufficient data. For example, don’t be satisfied with only knowing it is 1018 steel. Instead, find out the material’s tensile and yield strength, elongation percentage, and, whenever possible, average n value (steepness of the stress-strain curve) and average r value (ratio of the true width strain to the true thickness strain at a particular value of length strain). Find out if the metal is coated or prepainted. If it is a nonferrous metal, find out if it is full hard, dead soft, or half hard. Also, if the metal will be drawn, find out if it is of drawing quality.
Remember that specialty advanced high-strength steels such as dual or TRIP phase exhibit more springback than lower-strength materials. Knowing this in advance, you can add extra stations to compensate for springback issues. Avoid building common tools designed to form a variety of different metals without changing the die.
A good die design begins with a solid process for making your part. Most catastrophic stamping failures are the result of a poor process for making the part rather than a poor die design itself. Critical forming and cutting steps often are missed. The key is to calculate specifically how you're going to make the part before you focus on making the die.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





