















Contributing Writer

Getty Images
When I was in a metal stamping facility recently, one of the tooling engineers wanted to show me a deep-drawing process that he said defied all that he had learned about metal forming basics. He even commented that a lot of the information he acquired was from articles I’d written for STAMPING Journal. He explained that the die would perform well only if lubrication on the blank was very light and the press ram was moving very quickly. This was quite perplexing to him, as his own personal experience with other drawing operations and the information that he learned from his research typically indicated that more lubricant and slower ram speeds are required for successful deep drawing. How could this be?
He then went on to prove what he’d told me about this tool. Sure enough, when he added more lube, the part would split; when he slowed the ram speed down, the part would split.
If you’ve been reading my articles over the last 20 years, you might have noticed that I use a lot of “weasel phrases”: I usually preface my statements with generally speaking or in most cases or by far. That’s not because I lack confidence in my statements, but because I’ve learned that absolutes are rare in sheet metal stamping. Sure, we adhere to guidelines and basic foundational principles, but they are only guidelines, not absolute rules. In fact, the only absolute rule is “There are no absolute rules.”
General guidelines serve as a foundation for most but not all metal forming and cutting operations. You must comprehensively understand all the variables to make a good data-based decision, not just rely on the guidelines.
In my articles and conferences, I like to teach attendees and readers to visualize the material they are forming, stretching, or cutting as Silly Putty. One of the interesting behaviors of this toy compound is that if you pull it quickly, it fractures, but if you pull it slowly, it stretches.
Most materials being deep drawn or stretched behave in a similar fashion. This explains why complex deep-drawn parts such as sinks, bathtubs, and wheelbarrows usually are made in slower hydraulic presses. The excessive speed of a typical crank-drive mechanical press often causes splitting because the material needs time to flow.
The point at which the punch contacts the material during deep drawing is critical. At this point in the press stroke, the material is forced to go from zero velocity to a value equivalent to the ram speed—in zero time. If there is not enough time to initiate the metal flow, the result is excessive stretch and potential splitting.
Metal cutting, on the other hand, usually is performed quickly. Think of metal cutting as metal forming to failure. In metal cutting, you want the material to fail, so excessive speeds are desirable.
Heat and friction are generated in all metal cutting and forming operations. The amount generated is a product of many variables, including the material type and thickness, the forming geometry, the tool steel type, the friction between the sheet material and the die, the forming velocity, the forming severity of the feature, and the behavior of the lubricant.
Heat. Heat can be a friend or a foe in a stamping process. An increase in heat can improve the ductility and performance of the material you are forming. This is why some dies need to warm up to perform adequately. When you want to bend a large piece of angle iron, what do you do? You heat it up, and it bends easily.
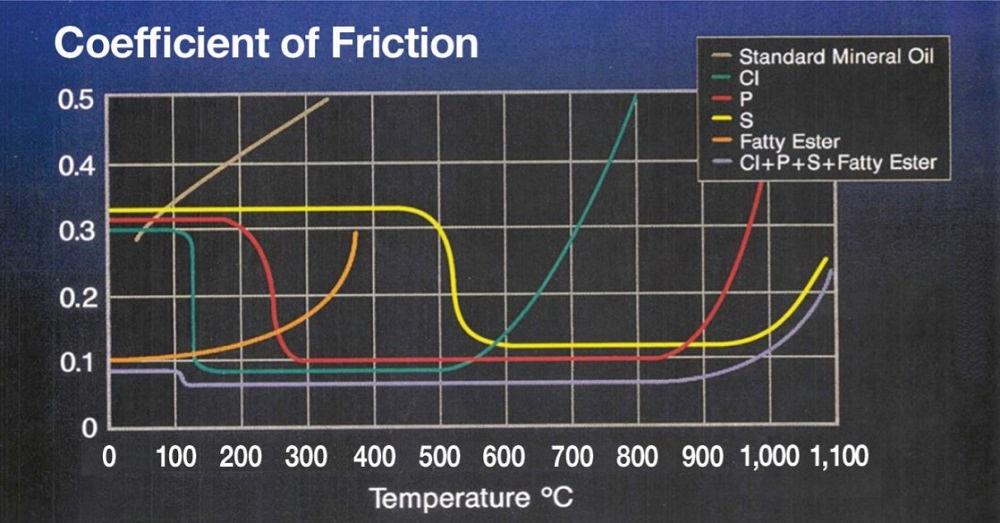
FIGURE 1. Many lubricant additives reduce the coefficient of friction dramatically when they are subjected to high temperatures, while others work better at lower temperatures.
This same principle applies to metal forming. In fact, it’s the basis for the hot stamping process. However, in some instances, excessive heat can cause tool steel sections to get damaged and lubricants to perform inadequately or burn off. Subsequently, die damage such as galling can occur, which can contribute to splitting and premature tool failure.
Friction. Lubricants contain additives that react to heat. Many additives reduce the coefficient of friction dramatically when they are subjected to high temperatures, while others work better at lower temperatures (see Figure 1). Lubricants containing high-temperature additives, like sulfur, perform best when the friction and heat generated are high. But they don’t perform well at lower temperatures, so if the operating temperature of the sulfur additive is not reached, the friction in the die will be high. This equates to low metal flow values, which leads to more stretch, which leads to potential failure.
Although I never took the time to prove it out, I suspect that the tooling engineer’s part didn’t split at higher forming speeds because of four contributing factors:
Because of the numerous variables in sheet metal forming and cutting, we have guidelines rather than absolutes. That’s why it’s important to have a comprehensive understanding of the physics behind metal forming and cutting instead of relying on the tribal knowledge passed down from generation to generation.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





