















Automation in metal fabrication continues to become more mobile
Mobile robots like AMRs and AGVs complete the automation puzzle in manufacturing

FIGURE 1. A mobile robot is staged before an automotive assembly operation. The greatest number of mobile robots purchased are for warehousing and logistics. Still, manufacturers are quickly embracing the technology. Images: KUKA
Editor’s Note: The following is based on “How to Get Started With Integrating Mobile Robots,” presented at FABTECH 2022 by Denise Stafford, business development manager at KUKA Robotics Corp.
Think about an automated precision sheet metal operation, one with all the technological bells and whistles at every manufacturing step. A flexible manufacturing system brings sheet from a live-inventory tower system to a laser cutting bed. Blanks are cut, sorted, and stacked automatically with part removal automation, then brought to a robotic press brake with automated tool changes and a robot with an ultraflexible gripper that’s able to handle a range of workpieces.
The formed pieces are stacked and then brought to processes downstream like welding and powder coating. It’s the epitome of flexible manufacturing automation—except, that is, for all the workers driving fork trucks or pushing carts full of parts. Material handling between manufacturing steps remains the last bastion of manual labor. Fabricators have had limited options, historically, but new forms of flexible, mobile automation are starting to change this (see Figure 1).
Mobile robotics shipments have been growing at an extraordinary pace. According to ABI Research, of the 8 million robots expected to ship in 2030, nearly 6 million of them will be mobile. Mobile automation has transformed the robot industry, and the precision sheet metal fabrication arena could feel that transformation sooner rather than later.
Mobile Robots for Manufacturing
What are mobile robots, exactly? A common trait among nearly all of them is that, with the right safeguarding setup and plant design, they’re designed to react to and avoid obstacles by stopping and sometimes maneuvering around them.
The industry sells mobile robot systems using various terms, from automated guided vehicles (AGVs) to autonomous mobile robots (AMRs) with advanced navigation. Some view certain kinds of mobile automation as more or less intelligent and autonomous than others. Certain systems need some kind of physical attribute, like magnetic or reflective tape, while others use advanced LiDAR (light detection and ranging) vision technology to make their way around pallets of parts, building columns, or various other hurdles.
Still, as technologies progress, lines between different product classifications—AMRs versus AGVs, for instance—tend to blur. Some are more autonomous in certain ways, less autonomous in other ways. Some have manual manipulation options too, there for when the robot needs to move in a unique or unusual way, and it’s just not worth all the technical groundwork for autonomous operation.
Whether you call a certain technology by this or that name really doesn’t matter. What matters is how well a mobile robot suits the needs of a particular application.
For instance, some mobile robots have defined paths, stop when there’s an obstruction, and resume when it’s cleared. Others can make their way around an obstacle. The latter might work well in warehouses with minimal foot traffic, but what about a manufacturing environment with a lot of congestion? In these cases, you might want to keep your mobile robots on a defined path.
Mobile robots might use omnidirectional drive systems, which means they can move in any direction, including diagonal and sideways (“crabbing”) movement—helpful when working in very tight spaces. Differential drive systems also are very flexible; many are able to turn on the spot (zero turning radius).
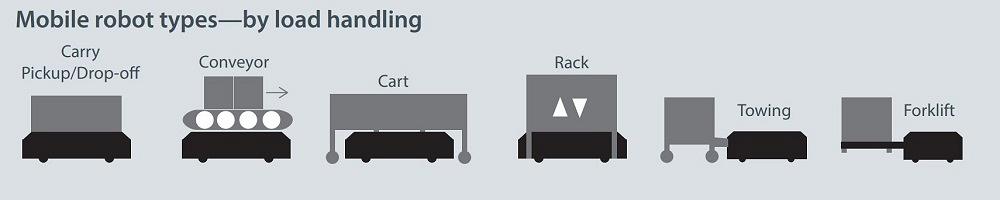
FIGURE 2. Mobile robots are classified in part by the way they carry their loads.
Some mobile robots are designed to pick and carry, like the commonly used driverless fork truck. Others have conveyors on them, allowing them to move to a specific location and then convey a payload onto a surface or another conveyor. Other types are designed to move carts and racks. Still others tow payloads behind them (see Figures 2 and 3).
Each type and design has a specified payload rating, from several hundred kilograms all the way up to multiple tons. Some of the most heavy-duty mobile robots on the market are conveying large, multiton fabricated workpieces from one end of the shop to another—no bridge crane required (see Figure 4).
To be sure, such high-payload mobile robots remain the minority. Most carry low payloads, and in truth, many end up in areas outside manufacturing, in sectors like warehousing, e-commerce, and other logistics-related industries. Those suited for manufacturing must be designed to operate in specific environments, resist dust, and navigate populated areas.
Mobile robots can maneuver around a warehouse without encountering another soul for hours. In manufacturing, this usually doesn’t happen. Fabrication plants have machine operators, and in some cases, mobile robots interact directly with or adjacent to them—like a mobile robot feeding a pallet of cut blanks to a manual press brake bending cell. Still other mobile robots, especially those mounted with arms (see Figure 5), can maneuver to stations to change their own tools or end effectors, then move to a nearby machine to load and unload parts. In manufacturing, application complexity goes far beyond just moving from point A to B.
Four Steps to Get Mobile
Now that you know the options available, where do you start? First, you need to look at four basic considerations that undergird every mobile robot application: process, part handling specifics, the environment, and software. And you need to think about safety at every step along the way. Just because most mobile robots stop in front of an obstruction doesn’t mean the whole setup is safe whenever and wherever they’re used. As with any technology, safety measures must be tailored for the application.
Step 1: Process. What role will the mobile robot play? Is it moving parts, tending a machine, or doing a combination of both? What’s the range of part sizes, how are they presented, and what does the mobile robot need to do with them? What happens when parts are misplaced, damaged, or found to be defective? Regarding safety, how many people are in the area, and what are the obstructions? Also, what happens when the machine fails?
As part of analyzing the process, think about the judgments and decisions the operation requires. Consider a mobile robot with an arm that moves blanks to a conveyor or other processes downstream. When presented with a pallet of four stacks, which stack does the robot take from first, when, and at what pace and sequence? Are integrated solutions needed to handle or prevent unexpected or rare events, like an air knife or other device to prevent double picking of blanks? Will the mobile robot need to navigate around different obstacles?
What interactions are necessary—among humans, software, and machinery—for the process to work? What are the repeatability requirements? Precise positioning likely will require alternative approaches to tooling and workholding.
How will the charging be organized? This will depend on the battery type (like lead acid or lithium ion). Will they be charged during the process or at a station? If you have more than one mobile robot, what will the priorities be (that is, which robot does what first, and when) at the drop-off and pick-up points and intersections? And does the mobile robot system allow for possible future expansion?
With these details answered, you can start performing an analysis to justify your mobile robot investment. What is the cycle time and throughput today, and what does it need to be?

FIGURE 3. A mobile robot transports a pallet of boxed parts in a manufacturer’s shipping department. These models, along with driverless fork trucks, are perhaps the most familiar to those in metal fabrication.
Note, however, that throughput and cycle time improvements are just two factors to consider. There are plenty of others. For instance, mobile robots might lessen your reliance on hard-to-find manual labor and increase your flexibility. Most important, they could improve safety and ergonomics.
They can also improve quality, mainly because—if designed and programmed well—mobile robots do their jobs the same way at a consistent pace, which can be measured. A fabricator might add sensors at certain steps, so when the mobile robot completes a task, data flows instantly back to software, leaving a digital footprint for status updates, process optimization, and traceability.
All this said, there’s a balance. Simpler is usually best. For instance, a mobile robot might have sensors that read QR codes that tell what part it’s carrying and how many—but is that step necessary? Or is there a simpler way? Perhaps when a stack of parts reaches a certain height, a signal triggers a mobile robot to move them from point A to B. The mobile robot doesn’t need to know what parts those are; it just knows that all parts from point A have to go to point B. The application dictates what features a mobile robot system needs to have: in most cases, the less complex that system has to be, the better.
The same applies to repeatability and precision issues. For instance, an automotive manufacturer uses mobile robots to present large parts to several welding robots. The mobile robots themselves are designed to work in that environment, but they aren’t as precise as the welding robots. Yes, theoretically, the operation could use various sensors so the mobile robot could position the work “just right” within the cell. But in this case, engineers chose the simpler (and probably better) option: to use mechanical devices for final workpiece positioning (see Figure 6).
Step 2: Part Handling. With process basics worked out, along with a good start to justifying the investment, it’s time to really dig into specifics. First, what are the physical dimensions and weight of the parts to be carried, and what will be their center of gravity? How exactly will mobile robots load and unload them? How will they be fixtured for a process or stored on a shelf?
And how will the mobile robot interface with equipment and tools? This depends on what you want the mobile robot to accomplish, with the goal of helping your skilled people be as productive as they can be. A mobile robot theoretically could interface with a machine to activate a cycle or position a part a specific way, but how complicated would this be? Would it be simpler to perform manually? Nothing is more frustrating for a skilled worker than having to deal with unreliable automation, mobile or otherwise.
Again, don’t forget safety, especially when loads move to and from a mobile robot. How will a safe transfer take place? How will they be secured or fixtured? Mobile robotics should maintain and, ideally, improve process safety—not make it worse.
Step 3: Environment. After this, consider the environment in which mobile robots will operate—indoors or outdoors (or both), temperature and humidity, particulates in the air. These and other details will dictate the kind of mobile robot that will work in your manufacturing environment. Again, a mobile robot that works perfectly well at an e-commerce warehouse might not work in a metal fabrication operation.
Also, don’t overlook the floor conditions, including its quality and evenness. What will the level of friction be between the mobile robot wheels and the floor surface? Are there obstacles or liquids on the floor? Gaps? Will the robot travel up and down slopes?
Finally, consider the driving conditions, including the level of congestion from foot traffic and other vehicles, the width of aisles and intersections, and how different paths are separated throughout the facility. Mobile robots do require clearance, especially if they’re carrying long parts that might overhang a bit from a pallet. These factors can sometimes be a challenge to deal with, but if you handle them early, you’re more likely to overcome them.

FIGURE 4. A massive mobile robot transports a portion of an airplane fuselage from one end of the plant to the other.
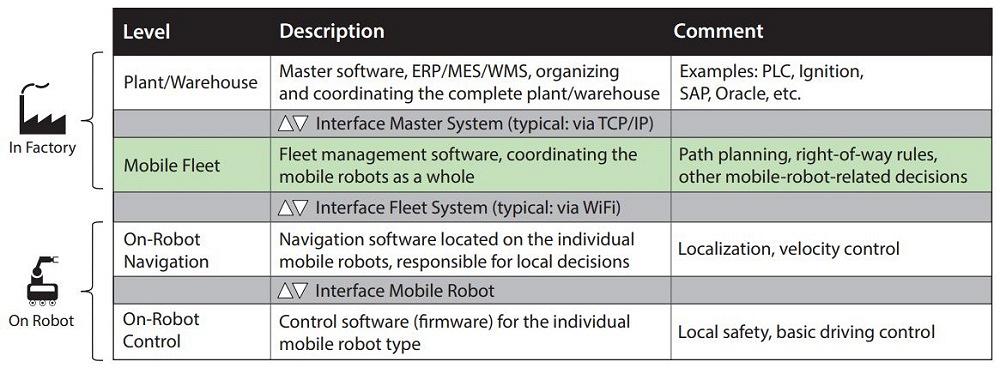
Step 4: Software. Finally, consider the different levels of software that need to interact to make your mobile robot fleet work (see Figure 7). Your plant software (like enterprise resource planning or manufacturing execution system) will need to talk with your mobile fleet management software, which coordinates your mobile robots as a whole—the mobile robot hive, so to speak. It performs path planning, establishes right-of-way rules, and makes other related decisions.
Fleet management software then interfaces with on-robot navigation, which performs localization (so the mobile robot knows where it is) and velocity control. This in turn interfaces with on-robot control (the firmware), which carries out local safety measures and basic driving tasks.
The software also could be connected to external systems like PLCs, LED panels, and traffic light controls that, with a glance, show the status of the mobile fleet, where it is, and what it’s doing. Various levels of software can work together to process orders, prioritizing and splitting tasks among various members of the mobile fleet, which then execute them. They then feed back data for process monitoring (how can we do this better next time?) and to correct for exceptions and errors.
The Next Step in Automation
Today’s precision metal fabricator boasts extraordinarily fast laser cutting, automated parts offloading, automated tool changes in bending, and automated welding—and, more than likely, manual material handling among all these advanced manufacturing steps.
Mobile robots might represent the next big step in metal fabrication automation. Plant floor observers not only will see lasers cut and press brakes bend, but they’ll also see mobile robots continually transport workpieces in a logistics ballet, finding the best path down every job routing and every value stream.
No technology can solve every manufacturing challenge, and mobile robots are no exception. Fabricators need to deal with a wide variety of part sizes, weights, and shapes. But there are also an extraordinary variety of mobile robots in use today, from the extremely compact to heavy-duty models able to carry structural beams and even airplane fuselages. At least some of these technologies might soon find their way onto more metal fabrication shop floors.

About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
Are two heads better than one in fiber laser cutting?

3
Supporting the metal fabricating industry through FMA

4
JM Steel triples capacity for solar energy projects at Pennsylvania facility

5
Omco Solar opens second Alabama manufacturing facility
