















Research Assistant, ERC/NSM

The automotive industry’s interest in using light metals in both structural and body parts continues to increase. The use of aluminum alloys (5000 and 6000 series) is of special interest to them because the material represents a cost-effective solution for reducing weight while maintaining functional requirements for structural strength and crash resistance.
Aluminum alloys have low formability compared to draw-quality steel, however. Stampers now are presented with new challenges in obtaining good part definition (corner and fillet radii, draw depth) and formability (failure due to fracture or wrinkling) when working with these aluminum alloys.
Warm forming of aluminum sheet has emerged as a way to increase ductility and formability. In fact, elevating the temperature (or>warm forming) of aluminum sheet at reasonable production rates and acceptable costs has become a realistic alternative to straight stamping.
A large number of studies have been conducted to determine the mechanical properties of aluminum alloys and results discussed in various publications. These studies indicate that between 20 degrees C (~70 degrees F) and 320 degrees C (~600 degrees F), the total elongation of the material increases from approximately 20 to 80 percent in the 5000 and 6000 series. Using biaxial bulge testing, which better emulates the conditions that exist in stamping operations, researchers have found that true strains of 0.6 are achievable at 200 degrees C (~400 degrees F).1
Aluminum alloys exhibit increased formability at elevated temperatures. However, this process also has its own challenges, such as heating the blank, controlling the die temperature, lubrication, selection of the appropriate forming press, cycle time, and increased cost.
Warm forming can be conducted under isothermal or nonisothermal conditions. In the first case, the aluminum blanks and all tooling components (e.g., die, blank holder, punch) are heated to the same forming temperature. In the second case, the tooling components may have different temperatures than that of the blank, as seen in the schematic of tooling used for deep drawing in Figure 1.2
The schematic of the sheet is divided into five deformation zones (A-B, B-C, C-D, D-E, E-F). The portion of the blank between the blank holder and the die (E-F) is heated to reduce the compressive stresses in the flange area. However, once the sheet enters the die corner (E-D) and starts contacting the punch wall (D-C) and the punch corner area (C-B), the sheet temperature drops through the transfer of heat to the cooled punch.
In warm forming, the performance of the lubricant is affected by sheet/die interface pressure and temperatures. When the forming temperature exceeds 200 degrees C (~400 degrees F)—that is, at practical ranges of temperature for forming aluminum alloys—lubricants must have components such as molybdenum disulfide, boron nitride, colloidal graphite, or PTFE (polytetrafluoroethylene).
A brief review of some practical warm forming applications is an excellent way to discuss the issues encountered in warm forming of aluminum alloys.
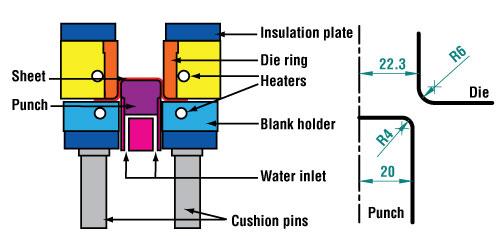
Nonisothermal Warm Cup Drawing in a Servo Drive Press. One of the early laboratory studies for nonisothermal drawing of 40-mm (~1.6-in.) diameter aluminum alloy cups was conducted by AIDA and the Center for Precision Forming at The Ohio State University. The tooling used in this study is illustrated schematically in Figure 2.

Figure 4: Quick plastic forming was used to manufacture the Chevrolet Malibu Maxx liftgate. Source: J. Carsley et al, “Aluminum Forming Technologies: Status and Research Opportunities,” New Developments in Sheet Metal Forming International Conference, IFU – Technical University of Stuttgart, May 2006.
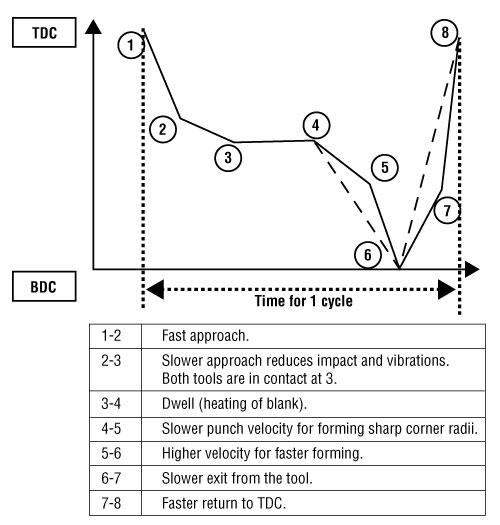
The die and the blank holder were heated to about 300 degrees C (~570 degrees F) with cartridge heaters, while the punch was cooled by water circulation. The tool was placed in an AIDA servo drive press to obtain maximum flexibility in the ram motion, as seen in Figure 3. Tests and finite element simulations showed that in warm forming, the depth of the drawn cup could be increased considerably, as indicated with the increase in the achievable LDR (limiting draw ratio = maximum blank diameter/punch diameter).
Isothermal Warm Forming in Heated Dies. To form complex parts, such as inner panels for doors, liftgates, and deck lids, initial applications included warm forming (200 to 300 degrees C (~400 to 570 degrees F) of aluminum alloys in heated, matched die sets. In this application, hydraulic presses were used. However, the process resulted in major difficulties, such as maintenance of heated dies, relatively slow cycle times, lubrication, control of blank and die temperatures, and general blank heating-related issues.
In a study conducted by U.S. Automotive Materials Partnership, significant improvements in the formability of Al 5182-0 were achieved, including the development of:
Results showed that draw depth could be increased considerably when forming around 300 degrees C (~570 degrees F).3
Isothermal Superplastic Forming (SPF) and Quick Plastic Forming (QPF). In both processes, the heated blank is pressed against a heated die surface using air or gas pressure. While SPF allows forming of very complex shapes, it requires an alloy with a special superplastic microstructure that must be formed at slow deformation speeds. QPF can use Al 5083 with small grain sizes to form moderately complex parts at relatively short (about 3 min.) cycle times. The elevated temperature of 300 to 400 degrees C (~570 to 750 degrees F) improves the formability and results in reduced springback.
Before 2008, this technology was used to produce production parts for various GM vehicles, including the Envoy® liftgate, the Oldsmobile Aurora® deck lid, the Chevrolet Malibu Maxx® liftgate (see Figure 4), and the Cadillac STS® deck lid using Al 5083 alloy.4
Warm Hydroforming. Sheet hydroforming at room temperature is used for low-volume production of automotive parts from steel. Warm hydroforming of aluminum alloys combines the advantages of warm forming with hydromechanical deep drawing, and it has been investigated in laboratory studies.
In this process, the die set, the blank, and the fluid used for pressurizing the blank are heated to 200 to 300 degrees C (~400 to 570 degrees F). Similar to QPF, the blank is pressed against the die cavity using fluid (heated oil) pressure. The process allows improved formability and more homogenous thickness distribution in the formed part. However, it is difficult to obtain uniform temperature in the tooling. Furthermore, the cycle time is relatively long. Thus, the process may be economical only in special applications and for low-volume production.
Preforming, Annealing, and Finish Forming. This process was investigated for forming automotive panels from Al 5182 and Al 5754. As seen in Figure 5, it consisted of three steps:
Forming steps 1 and 3 were conducted at room temperature. The process was demonstrated in a recent study by forming a one-piece inner liftgate (see Figure 6) with Al 5182-O3. Both the preform and the final form were performed in the same die.

Figure 6: The preform-anneal process was used to produce this 1.15-mm-thick inner door panel made of Al 5182-O3. Source: Hartfield-Wunsch et al.
Alternative annealing methods also were investigated: annealing in a convection oven at 350 degrees C (~660 degrees F) and different induction annealing cycles at key locations of the preform. Detailed examination of the finished part properties and thinning variations showed that both annealing methods gave approximately similar results. Hardness measurements showed that neither the convection nor the induction annealing was able to fully anneal the panels, and with some exceptions, the original hardness of the incoming material was not achieved. While the preform-anneal sequence allowed improved drawability, the cost associated with extra processing steps makes this process cost-prohibitive.
Nonisothermal Forming (Warm Blank and Cold Dies). A recent study, conducted by USCAR, used the knowledge base developed under earlier R&D projects in which two different techniques were used to improve the formability of aluminum alloys:6 heated dies and warm blank and cold preform, anneal, and finish form. As discussed, both methods resulted in problems in establishing a robust and cost-effective process.
The most recent USCAR study was aimed at developing nonisothermal methods of warm forming aluminum alloys with low-cost tooling. As a test part, a door inner die, originally designed for steel, was used and modified by finite element analysis simulation to form Al 5182
in an automated production cell. The cell consisted of a conduction preheater to heat the 1.5-mm-thick aluminum alloy blanks between 200 and 300 degrees C (~400 and 660 degrees F) in 180 sec. The heated blank was transferred by a robot to the 1,500-ton-capacity press and formed in room-temperature dies using a cushion force of 270 tons. The tests showed that good panels could be formed successfully at 240 to 260 degrees C (~460 to 500 degrees F), but not at higher or lower temperatures.
The process investigated in this project—forming of heated blanks in room-temperature dies—appears to be more practical and cost-effective than methods developed earlier. At high production rates, the temperature of the dies increased as the number of hits increased.
Studies are necessary to evaluate how the increasing die temperature would affect the formability of heated blanks and how the robustness of the process can be achieved by appropriate process controls.
Warm forming simulations can be carried out with many commercially available software packages. Depending on the process type, explained in the previous sections, the simulation may be isothermal or nonisothermal (see Figure 7).
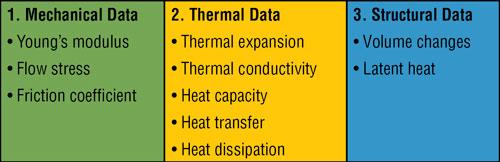
At elevated temperatures, the stress-strain curves (flow stress) of the sheet material should be temperature- and strain rate- dependent. In a nonisothermal simulation, heat transfer between the blank and the die should be realistically modeled.
Once the correct parameters are set, defects in the parts (cracks, wrinkles, etc.) can be predicted by simulation. Necessary corrections can be done at the simulation stage, and this can avoid costly rework of the dies.
Two examples of warm forming simulations are the studies conducted by Harrison7 and Ichikawa.8 Harrison simulated a warm blank-cold die condition using a door inner geometry and was able to predict some of the cracks with the simulation.9 Ichikawa simulated a process with a heated die at 200 degrees C (~400 degrees F) and a cooled punch at 50 degrees C (~120 degrees F) and calibrated friction and yield criteria based on the experiments. Wrinkles and thickness distribution in the part were predicted.
The use of aluminum alloys, especially 5000 and 6000 series, continues to increase in the automotive industry. These materials as well as the high-strength alloys (2000 and 7000 series) have low formability and present challenges in stamping complex parts requiring deeper draws and sharper corners.
In such applications, warm forming of certain aluminum alloys may be cost-effective because they can considerably reduce vehicle weight and fuel consumption. R&D is being conducted by universities and various companies to further expand the capability to stamp aluminum alloys to obtain complex-shaped parts at acceptable cost.
Notes

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}