















Technical Sales Manager

Servo tapping units can control the forming and cutting speeds independent of the press stroke.
Metal forming systems based on decentralized and separate manufacturing processes are not justifiable economically in an era when servo-driven in-die systems can be integrated seamlessly into any existing manufacturing technology.
In-die Tapping. For example, some of the mechanical tapping operations currently used will disappear eventually because they cause a bottleneck in press speed optimization. A servo-driven in-die tapping unit can run up to twice as fast as an individual mechanical tapping unit for the same application (see lead image). Modern NC units are capable of utilizing the material feed cycle to preset the tapping tool in an optimal starting position for the next work cycle.
In addition, the servo tapping unit can control the forming and cutting speeds independent of the press stroke. This can be done by removing the lead screw. The CNC then controls the adjustment of the thread pitch without a mechanical changeover. This is one example in which in-die operations, synchronized to a master process via CNC, can optimize overall process performance—and even extend tool life based on optimized process parameters.
In-die Screw Insertion. Other very well-established, off-the-shelf CNC systems are available for many applications like screw insertion, where the feeding process is separate from the screw insertion process. The screw is preloaded during the insertion process into a revolving mechanism and rotated into the assembly position much faster than a typical screw-insertion process would allow. This technology is not really new, as it is similar to an approach used for contact welding more than 15 years ago.
In-die Welding. Specialized contact welding heads weld silver and silver tungsten sinter contacts with a mechanism that picks up a contact from the supply track and inserts it into the weld position. It aligns welds perfectly (see Figure 1).
If the contact material is available in wire form (profile or round), the process is even more efficient—up to 400 welds per minute. In the past, two individual mechanical motions were required to control the units. Using modern CNC technology, the control of contact transport and weld motion is managed by individually controlled servo motions that can be integrated into any stamping process.
These three examples illustrate how CNC in-die technology is likely to make mechanical approaches obsolete by creating a modular concept with standardized interfaces to existing technology. The main question for the moment is how to control and synchronize new technology with aging systems.
Key to any successful approach is the controller used to run and integrate the units. The most common controller approach to date is a trigger signal that starts a process with preset parameters; the only feedback necessary is a confirmation signal that the operation has been finished successfully. The most common problem with this approach is that system providers often have their own proprietary protocols to run their units and they have not designed them to synchronize with subsequent operations. Modifications or improvements to these units are more or less impossible. Maintenance requirements and support problems escalate because of the multiple controller systems required for the many systems.
Modern approaches go much further by synchronizing the new process to the master process, called a master/slave approach. This requires a more complex initial setup, but then the CNC can assume multiple complex control tasks at once. Also, the overall system can be maintained more simply.
Synchronizing downstream operations to the master process allows integrating more advanced operations into a stamping process, such as parts assembly.
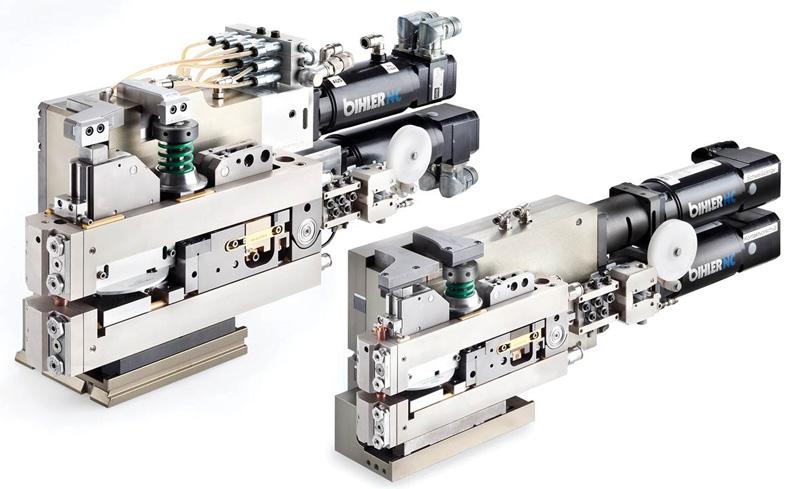
Figure1
A mechanism picks up a contact from the supply track and inserts it into the weld
position with perfect alignment at speeds up to 400 welds per minute.
Automated part transfer is a standard in transfer press technology.
Most of the high-performance systems have been transferred from mechanical and cam-driven systems to high-speed CNC drives. This allows maximum flexibility for part changes.
What is new is the option to use high-precision conveyor systems to move parts into or out of the stamping process (see Figure 2). Two options are available to accommodate different applications—either a belt system running with a continuous pitch width or part and tool carrier.
Other alternatives are based completely on individual servo shuttles with linear servomotor concepts. A shuttle conveyor can be integrated by synchronizing it to the master process. Alternatively, it can run the individual cycle with an asynchronous cycle to adapt perfectly to nonstandard process requirements.
Other operations and motions can be incorporated into a progressive-die operation as well. Therefore, modular units and servo slides have been developed for this purpose. Standardized CNC pick-and-place units can keep up with high-speed stamping processes to support advanced part handling systems. For example, now a plastic part can be inserted into the process simply and assembled with a standardized pick-and-place unit. This approach reduces development times and cost and increases flexibility.
The emerging question is whether this integrated, modular approach to stamping will ultimately lead to a situation in which the auxiliary processes become the dominant ones, with stamping becoming the auxiliary, as-needed operation. It is important for the next generation of decision-makers to understand the opportunities and strength of both approaches to make sound decisions in the future.
Because all these modular units can be integrated into a stamping process, already modular servo presses are available that can communicate well with their auxiliary modules … as just another module.
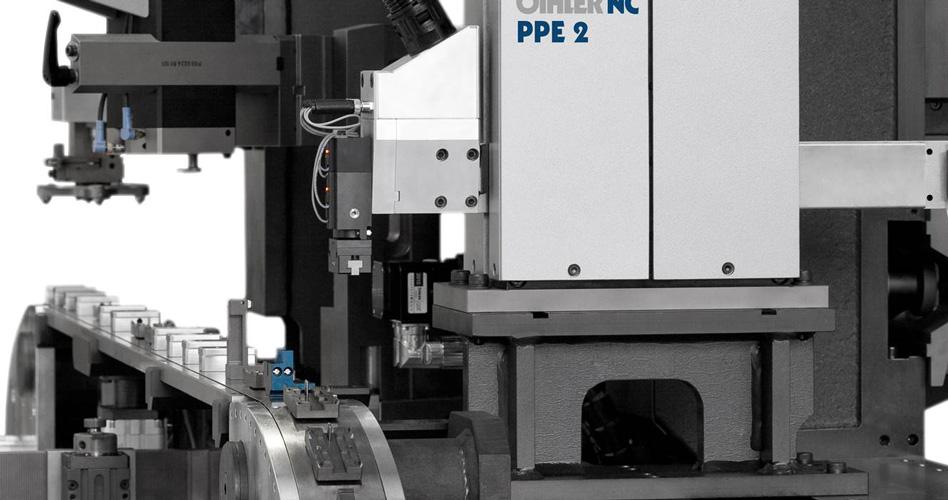
Figure 2
High-precision conveyor systems move parts into or out of the stamping process
automatically.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





