















Adapting takt time to the job shop
How custom fabricators can adapt a powerful tool of lean manufacturing

“We are not Toyota!” This may be the most common response to the question, “What holds you back from fully implementing operational excellence?”
Truth is, no one is like Toyota, not even Toyota. Things have significantly changed since the first few books about the Toyota transformation were published.
Is the fact that your organization is not an automotive company, OEM, or a related manufacturer reason enough to throw your hands up in defeat? I’ve heard variations of “We are not Toyota” at least a few thousand times, be it from front-line workers or executive teams.
The lean manufacturing toolbox contains more than 150 tools, but only about half of the tools apply to service organizations or make-to-order shops. Most organizations have flirted with a few tools, such as 5S, setup reduction, and value stream mapping or experimenting with cellular manufacturing in a value stream or two.
Unfortunately, we often see energy wain when a committed senior staff member retires or moves on. People take a collective deep breath and say, “Well, now we can drop this lean thing and get back to work!”
In 2017 I attended the Shingo Prize event in Washington, D.C., with about 400 other lean practitioners from various companies. It surprised me that only 20 percent of attendees were from the manufacturing sector. The rest were service organizations, health care providers, insurance companies, call centers, and the like.
Manufacturers seem to be suffering from lean fatigue. Part of the reason might be a strong economy. They might be so busy working in the business that they are not working on the business.
Lean practitioners also might be trying to overlay the Toyota (OEM) model with its mantra of “T.O.P.”—takt time, one-piece flow, and pull systems—within the job shop environment. This can cause frustration, resulting in teams abandoning their lean initiative.
Organizations need to stop trying to force-fit a “pure” Toyota model. They can instead opt for a hybrid approach designed specifically for the unique requirements of the make-to-order environment.
Consider takt time, often described as the manufacturing rhythm and a key element in the adoption of a flow process. Takt time should match customer demand as products move from one manufacturing step to the next. But how can you calculate a meaningful takt time in a job shop environment, where labor content and machine cycle times vary widely?
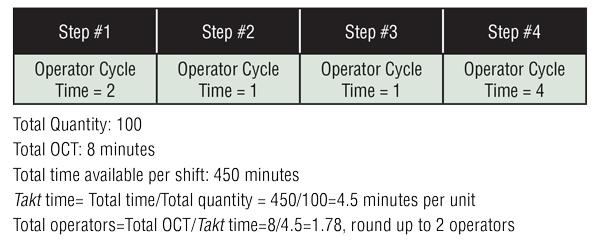
Figure 1
Manufacturers have used this traditional takt time calculation for decades, but it needs to be adapted for the high-product-mix world of the job shop.
Some Prerequisites
First, avoid putting the cart before the horse. Fundamentals are important. Do not attempt the application of takt time if your setup and process times are unpredictable and unrepeatable.
If you schedule a job expecting a 15-minute setup and it takes an hour instead, trying to calculate useful takt times will be a quixotic endeavor. The same thing applies if your process is unstable, or if employees spend inordinate amounts of time searching for tools and materials, or when equipment is unreliable. Fundamental tools such as setup reduction (SMED), total production maintenance (TPM), and 5S (workspace organization) are prerequisites to successfully applying takt time.
Assuming that fundamentals are in place, estimated times can be just that—estimates. There is no need for “to the second” accuracy, but meaningful value stream observations also can’t be shots in the dark.
To accurately predict and balance capacities, it is important to document operator cycle time (OCT), machine cycle time (MCT), and machine setup time. Assembly and similar manufacturing steps might have only OCT, because the process is people-driven as opposed to machine-driven. Assembly generally requires the operator’s full attention; therefore, all of the labor time would be documented as OCT. There is no MCT.
Turret punching, on the other hand, might have all three elements: OCT, MCT, and setup time. If the machine can operate on its own after the operator stages and loads/unloads material, the operator is free to perform other tasks. MCT accumulates while the operator can tend to other duties. Setup would include the operator calling up a program, changing out tools, and performing first-article production and inspection.
Traditional Application of Takt Time
Historically, high-volume, low-mix manufacturers calculate the rate of production, or takt time, by dividing available time by the demand. If Henry Ford needed 120 cars in eight hours, he would divide 480 minutes by 120 cars to determine a takt time (demand) of one car every 4 minutes. If it requires 66.7 hours (4,000 minutes) of labor to assemble each car, then dividing 4,000 by a 4-minute takt time means there is a need for 1,000 people to staff the assembly crew.
When products equally and uniformly increase or decrease in labor content (OCT), then the math is simple. Simply find a unit of measure to utilize as a common denominator. If Henry Ford introduced a more complex vehicle requiring 8,000 minutes of labor (instead of 4,000), takt time for 120 cars would not change, but doubling staff on the assembly line would be necessary. This assumes that each unit is equally more complex at each subsequent process.
Unfortunately, that is seldom the case in job shop environments. Therein lies the challenge, and the reason for this article.
Managing Job Shop Takt Times
In the following example, we are making 100 widgets per day using four manufacturing steps. The first step requires a 2-minute OCT; the second requires 1 minute; the third 1 minute; the fourth 4 minutes. This totals 8 minutes of labor. Multiplying 8 minutes per unit by a 100-unit demand will require 800 total minutes of labor (OCT) for the day.
Accounting for breaks, the average 8-hour shift has 450 minutes available. To calculate takt time, divide 450 units by 100 minutes. This results in a takt time of 4.5 minutes per unit. To determine the correct number of operators, divide the total cycle time (8 minutes) by the takt (4.5 minutes). The result is 1.78, representing 1.78 operators required. Since there is no such thing as 0.78 of a person, you need to round up and have at least two operators (see Figure 1).
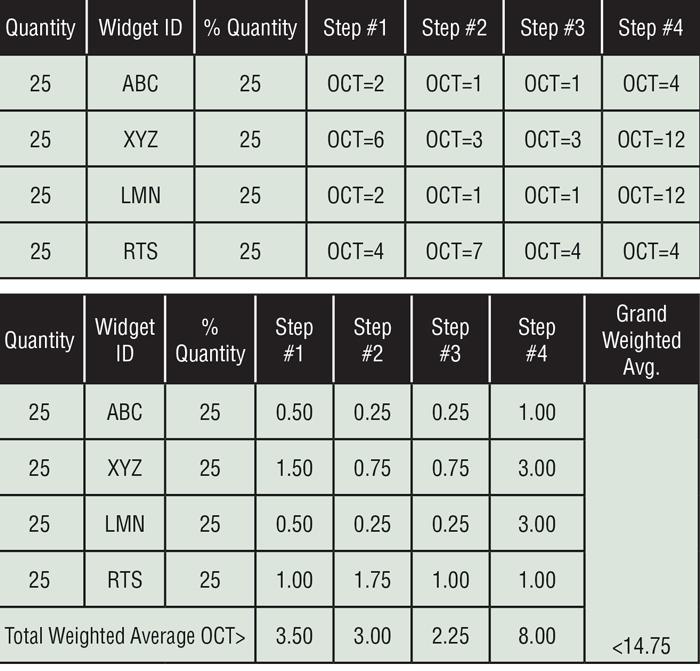
Figure 2
To calculate a weighted average cycle time, multiply each OCT by the quantity percentage. Finally, add the totals to determine the grand weighted average cycle time. Divide the grand weighted average cycle time by takt time to determine how many operators are required—in this example: 14.75/4.5 = 3.28 (round up to four operators).
To balance the line, each operator needs to perform standard work totaling no more than 4.5 minutes. In this case, the first operator could perform the first three steps (which altogether take 4 minutes to complete), while the second operator could perform the fourth step, which requires 4 minutes.
This is the exact process used by Ford, Toyota, or any other low-product-mix company applying takt time and line balancing. And it works perfectly within that type of environment; but a complex, high-mix, low-quantity environment will require a modified approach.
If you work at a job shop, you will have to apply a hybrid takt time approach. The approach essentially provides a weighted average takt time based on part complexity and number of parts needing to be produced.
It boils down to eight steps. Note that for simplicity sake, this example relates only to OCT. MCT and setup are not considered.Determine cycle time (OCT) for each part (or part type) at each process (see Figure 2).
Determine the percentage (quantity) of each part being produced (in this case, 25 percent for each of four products).
Multiply the OCT of each manufacturing step by its quantity percentage. As shown in Figure 2, step No. 1 for Widget ABC requires 2 minutes of labor and represents 25 percent of today’s production, therefore: (2 × 0.25 = 0.50). The weighted average for Widget ABC is 0.5 minutes per unit.
Repeat the process for each of the four products and total them. In this example, the total weighted average cycle time for Step No. 1 is 3.50 minutes.
Repeat this for each of the four products and for each of the four manufacturing steps.
Add all of the weighted averages together. The result is a grand weighted average cycle time. In this example, our grand weighted average is 14.75.
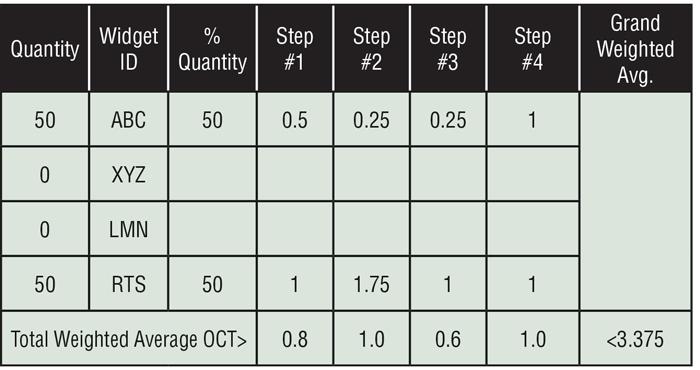
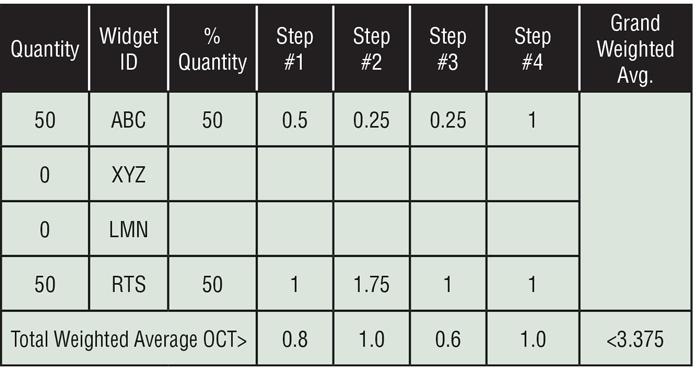
Figure 3
The result of reduced quantities in two part numbers and increased quantities in the remaining two part numbers.Calculate takt time by dividing available time (minutes) by quantity of units required. In our example, we are assuming one shift with 450 available minutes to produce 100 units. This results in a takt time of 4.5 minutes (450/100 = 4.5).
To determine the appropriate staff, divide the grand weighted average by the takt time. In the current example, we divide 14.75 by 4.5, resulting in 3.28. Rounding up, we determine a need for a team of four people to process this product mix through the four manufacturing steps.
What If the Schedule Changes Tomorrow?
Now, just to see how this concept can help you plan your capacities, let’s say the next day the product mix changes, as shown in Figure 3. Demand is still 100 units, so takt time is still 4.5 minutes per unit, and there is no demand shown for Widgets XYZ or LMN. The grand weighted average labor content per unit is only 3.375 minutes rather than 14.75. With a takt time of 4.50 minutes, we need only one person. In this case, we definitely have available capacity.
In modern sheet metal shops, work centers such as plasma, laser, or turret punching often process material using dynamically nested parts programs to maximize material utilization. In this case, you might need to view these cutting processes as a “vendor” supplying parts in kits in smaller batch sizes, but not necessarily one-piece flow.
While cutting parts a few hours ahead might not be ideal, a small amount of work-in-process inventory between the cutting operation and downstream processes is a common and rational approach in high-mix environments. That said, if you cut using a static nest, as opposed to a constantly changing dynamic nest, then you can determine the timing of OCT and MCT more easily—and reduce WIP levels accordingly.
Putting It Together in a Value Stream
At this point you might be thinking, “Well, this is nice and all, but my shop produces dozens and sometimes hundreds of different parts a day. Can this lean stuff really apply to me?”
A simple Excel worksheet can perform these calculations for you, helping you quickly determine true labor and MCT content based on part complexity and quantity when product mixes continually change. I have countless clients who use an Excel spreadsheet to determine capacities within very complex job shops, spending just a few minutes at the beginning of each day. By generating a production plan based on a hybrid takt time, and that incorporates capacity planning and identification of standard work, managers can perform real-time line balancing.
Figure 4 shows an example of a value stream within a sheet metal job shop, incorporating cutting, welding, and grinding. This example is based on a real company that produces more than 3,500 part numbers. The fabricator did not try to document the OCT for every single SKU but instead grouped common routings and timings into nine categories. Regardless of individual process times, the weighted averages allow for a reasonable representation of the labor content per “average part.”
As shown in the figure, the grinding operation’s weighted average for this product mix is 8.7 minutes, but because two of the products (UVW and XYZ) do not require grinding, only 81 percent of the material undergoes grinding. The true grand weighted average labor content is 7.0 minutes per unit (8.7 × 0.81 = 7). Understanding this helps avoid overstaffing the position.
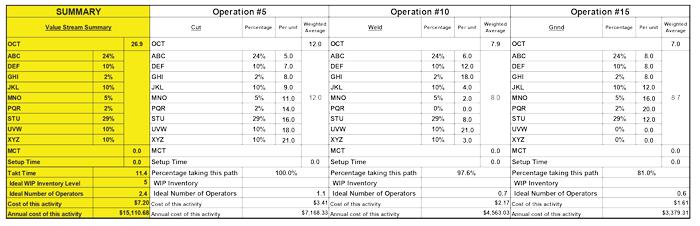
Figure 4
This shows a portion of a hybrid takt time calculations sheet for a value stream with nine different product types.
If we did not balance the weighted operator cycle time against the parts taking the path, we could incorrectly assume 100 percent of the parts requires every manufacturing step, and we would end up overestimating the amount of labor. This often happens when companies use the OEM takt time model. They end up unable to balance their line, they recognize no financial benefit to cellularization, they under- (or over-) utilize equipment and labor, and end up frustrated.
Lean Is Not Just for Toyota
In truth, I would find line balancing a low-product-mix process (like an auto manufacturer) agonizingly boring. High-mix, low-volume environments within make-to-order job shops are much more challenging and therefore significantly more rewarding to solve.
The trick is to move away from batching jobs between functional departments and begin focusing on material flow. Once you’ve found a way to get the material (and therefore money) flowing, coming to work is a lot more fun.
Gary Conner is a senior consultant with the Oregon Manufacturing Extension Partnership (OMEP). He has spent more than 30 years helping organizations implement lean techniques. His new book, Becoming a Lean Savant, is available at amazon.com and other booksellers. To obtain a free copy of a high-mix, low-volume value stream mapping spreadsheet example, email the author at gary@lean1mfg.com.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




