















Contributing Writer
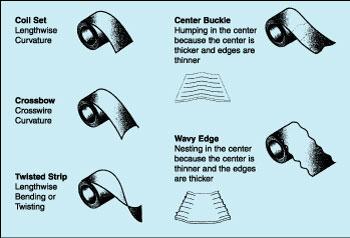
Figure 1: Hot-rolled sheet coils generally reveal some or all symptoms of poor flatness.
Steel has the tendency to cling to its original shape and molecular composition. Why? Because it was given a unique configuration when it was rolled, cooled, and coiled at the steel mill.
In its natural state, steel is not at all flat. In fact, a hot-rolled sheet coil generally reveals some or all symptoms of poor flatness (see Figure 1).
For example, 72-inch-wide material with a 100,000-PSI yield strength can have a crossbow of 2 to 12 in., wavy edges, and excessive crown. These shape imperfections must be removed to produce a high-quality steel sheet that is not only flat, but will remain flat during such subsequent manufacturing operations as laser, plasma, and punch cutting.
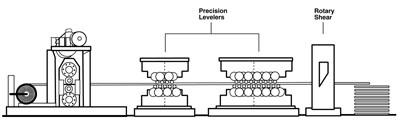
Temper passing, in conjunction with a roller leveler, cut-to-length (TP-CTL) line, can be an alternative for improving these conditions.
Temper passing is compressing flat steel under very high pressure between two work rolls to flatten and elongate it (see Figure 2). A cold reducing process, temper passing (also called temper rolling or temper pass) strives to decrease the material thickness between 1.5 and 2 percent (alternatively, elongating the coil 1.5 to 2 percent) without appreciable spreading, or widthwise elongation. At this percent reduction (or lengthwise elongation), temper passing increases the material surface's yield strength and improves its finish.
Both integrated steel mills and coil processors have used temper-pass processing extensively. Initially, it was used in coil-to-coil processing as a way to improve surface finish, equalize surface stresses, and help reshape the incoming raw material.
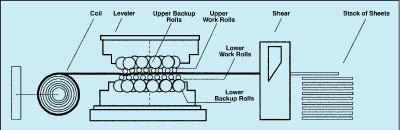
When material is leveled, it is compressed or stretched about its neutral centerline (see Figure 3). As the fibers of the steel pass between two alternating, opposing rolls, they are bent in opposite directions in direct proportion to their distance from the neutral centerline.
The center of the material is in an elastic condition and wants to remain in its original condition, while the surface of the material has been stressed beyond its initial yield point. Because the reverse-bending actions have stressed the surface, the material is unable to return to its initial near-flat shape, and opposing forces now are present in the material.
This results in material that is flat but contains large amounts of internal stress. These stresses are released when the sheet is processed into parts using mechanical or thermal processes.
When temper passing and leveling are combined, the increased surface yield strength created by temper passing allows the subsequent leveling to increase the extension of the material through the neutral axis without exceeding the surface yield point. This allows the surface of the sheet or plate to revert to its original condition while minimizing the internal trapped stresses.
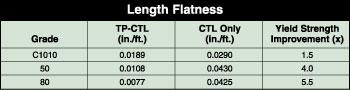
Figure 4
Experiments at Hoogovens Steel (Corus, of the Netherlands) have shown that processors need to achieve 1.5 to 2 percent reductions to realize the full benefit of temper passing. Any result outside of this range will likely produce an unacceptable product.
The idea to use temper-pass rolling mills in conjunction with leveler, cut-to-length lines was not addressed until the late 1980s when Robinson Steel successfully installed its first line. This integration allowed the steel processor not only to remove inherent rolling stresses but also to remove coil set more easily.
Today North American fabricators routinely request temper-passed steel. At least 16 temper-pass lines currently are in operation or under construction. All of these mills have a four-high design—one main roll and one backup roll on the top and bottom—except for one, which has a two-high design—one roll each top and bottom.
It is interesting to note that no known TP-CTL systems are installed outside North America at this time. Steel producers and processors in Europe and Asia instead are flattening products by controlling alloy content and using specialized, carefully controlled rolling practices.
A variety of thicknesses and material types were studied by Steel Warehouse Co. to characterize the effect and value of temper passing. For the study, material was processed on a temper-level line. To minimize experimental variability, the same coil of steel was used to produce both TP-CTL and non-temper-pass sheets and plates. This was accomplished by disengaging the temper mill once the required temper-passed, leveled quantity was produced, then running the balance of the coil as non-temper-passed, leveled-only steel. Both portions of the coil then were shipped to participants in the experiment for fabrication.
Two categories of parts were tested using both temper-passed, leveled and leveled-only sheet. The first category was composed of production parts familiar to the fabricator. The second category included difficult parts known to be highly sensitive to residual stresses in the steel. Some of these parts were long and narrow and, thus, subject to coil set. Others contained large windows that were sensitive to stresses in both length and width.
Low-carbon C1010 and high-strength, low-alloy (HSLA) grades 50 and 80 were tested. Material thicknesses were 10 gauge (0.134 in.), 7 ga. (0.179 in.), 1/4 in., and 1/2 in. The widths used were 36, 48, and 60 in.
After the parts were cut, they were measured on large, flat granite surface plates with a feeler gauge to determine the largest gaps on both the length and width. The results were recorded and converted to a flatness specification in inches per foot of deviation from flat.
The results were organized into part length flatness, thickness flatness, part width flatness, and overall flatness by material thickness and grade. Length flatness was defined as deviation from flat measured in inches per foot of rolling direction. Similarly, width flatness was the deviation measured across the rolling direction, again expressed in inches per foot. Overall grade flatness was an amalgam of these numbers.
Length flatness showed the most marked improvement using TP-CTL (see Figure 4). With TP-CTL, flatness was improved 1.5 times in C1010 and 5.5 times in grade 80 material. In other words, as the yield strength of the material increased, the flatter the material became when TP-CTL was used. This illustrated that higher-strength materials, which had a much higher surface yield strength after passing through the temper mill, were much more inclined to return to their original as-rolled conditions.
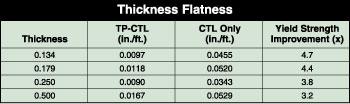
Figure 5
This length flatness measurement demonstrated the process well because the leveler did not have enough force to exceed the surface yield strength of the material yet coil set was removed effectively.
The second significant improvement was better thickness flatness with TP-CTL. It was found that thinner materials were improved more by TP-CTL than thicker materials (see Figure 5). At thicknesses of 1/4 in. and less, TP-CTL decreased the flatness deviation more than 80 percent, but at 12 in. only 75 percent. This result occurred because thicker material requires more force both to reduce and level it.
Figure 6 shows the results of measuring width flatness. It should be noted that it is difficult to squeeze the edges of the material as much as the center, because when the steel is originally rolled, the center of the material is thicker. This is because the rolling mill uses that crown to aid tracking in the mill. Under the huge forces applied, the temper mill rolls deflected slightly because of the crown. This contributed to the marginally out-of-flat numbers observed. Parts cut closer to the sheet edges exhibited more out-of-flat conditions than those cut from the middle two-thirds of the material.
Figure 7 combines the results of the three measurements. The most improvement was in the grade 80 material, in which yield strength was highest.
The application of heat into the cut parts was another area investigated. Prevailing industry thought has been the more heat that is applied to the material, the more it is subject to movement. This was not the case in the study. In all of the materials tested, the difference in flatness between laser-cut and plasma-cut material was negligible, and no reliable trends were discovered.
Defiance Metal Products. This Defiance, Ohio-based company operates seven laser cutting machines and six CNC punching systems. Before it began using TP-CTL sheet and plate, a crash between a cutting head and bowed material could cost several thousand dollars in repairs, as well as lost production time. Such costly crashes prompted its decision to convert to TP-CTL material.
John Deere. This company's Dubuque, Iowa, plant had been using a large volume of TP-CTL hot-rolled strip mill sheet and plate since the mid-1980s, although in the early stages, temper-pass material was produced using coil-to-coil technology because TP-CTL systems had not yet integrated. After this integration, John Deere began specifying TP-CTL material whenever possible.
Why did John Deere switch to the more expensive TP-CTL? The main reason is that material arrives extremely flat and stays flat during the manufacturing process, according to Richard Courtade, senior engineering analyst, and Sandy Haupert, supply base manager. The company claims the increased costs of materials are offset by the benefits of TP-CTL.
For example, flat material allows extensive use of common-line laser cutting. Used in conjunction with sophisticated nesting, common-line cutting results in parts that do not require expensive secondary flattening operations. Using flat material also reduces robotic arc welding costs for the company because fixturing requirements are simpler.
The company says TP-CTL improves the surface finish of hot-rolled material. Because the surface is smoother with fewer imperfections, painting quality has improved without using surface finishing processes.
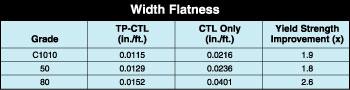
Figure 6
John Deere now purchases only TP-CTL strip mill sheet and plate where it is available. Currently this covers grade 50 material up to 12 mm thick.
Caterpillar. Also an early adopter of TP-CTL hot-rolled strip mill sheet and plate, Caterpillar says it uses this material mainly because of problems and subsequent costs associated with conventionally leveled material.
Dennis Kunka, project engineer-steel for Caterpillar, emphasizes the importance of setting up the TP-CTL processing line correctly so that stress is applied evenly to the material. He cites past instances when improperly processed material resulted in a flatness condition that was worse than if the material had not been temper-passed at all.
As industry continues to move toward higher-strength, lighter-weight products, the ability of processors, and perhaps mills, to produce this product will increase. It is estimated that TP-CTL processing could grow between 100 and 300 percent in the next 10 years.
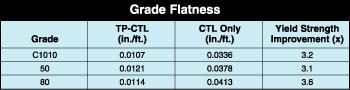
Figure 7

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}