















Vice President of Marketing

Figure 1. The punch, die, and stripper's function still is to punch holes that are a specific size and shape into sheet metal in a specific location.
The quest for accurately punched holes, top-quality piece parts, and long tool life can be a positive experience when you consider your tooling system and how you use it. Punching at the extremes — thick or thin sheet metal, hard or soft materials, high-speed punching, partial hits, or nibbling — requires care, attention, and often an improved tooling system.
Advancements in tool design, improved metallurgy, powered tool steels and tool coatings, and a regular tool maintenance program now are needed to meet many punching requirements.
The principal function of the punch, die, and stripper (see Figure 1) in the punch press environment has remained unchanged over the years. It is to punch a hole that is a specific size and shape into sheet metal and make it in a specific location.
What has changed, and continues to change, are the holemaking cycle speed, hole accuracy, hole quality, and the life of the tools that make the holes.
The Punch. Considerable dynamics are encountered as a punch accelerates toward a sheet metal surface. The punch impacts the surface and compresses under the increasing buildup of force and resistance, causing heat and stress to the punch. It eventually shears and cuts a portion of the sheet metal until the material's resistance is overcome, resulting in material fracture and slug generation.
The punch, having just created the hole, must be extracted from the material. However, it will resist extraction because the sheet metal will have had some top surface flow where material was pulled down into the hole.
The material contacts and scrapes the punch's flanks, placing the punch into tension and causing it to be pulled and stretched, again generating and accumulating heat and stress, until it clears the top of the material and returns to a rest position only to have the cycle repeated. Repeating a punching cycle a few times per minute is less stressful on the tooling than repeating the cycle hundreds of times per minute (see Figure 2).
The Die. The die must be prepared with the correct amount of uniform clearance to allow for material fracture early in the cycle, keeping the buildup of heat and stress to a minimum. At the same time, it must resist excessive force that can lead to excessive dulling or die breakage.
The Stripper. The stripper is the key to meeting the high performance capabilities of today's punch presses. The stripper's function is not only to hold the material steady as the punch approaches the sheet and as the punch is extracted from the sheet, but also to support the punch by helping it to remain steady, fighting against any lateral force, while being driven through the sheet metal.
To determine what affects punching cycles, let's eliminate factors from our analysis by assuming they are in good working condition.
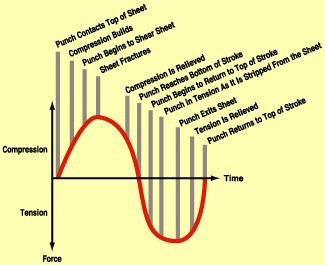
Figure 2. During one punching cycle, compression and tension build and are not relieved until the punch clears the top of the material and rests. Repeating a punching cycle hundreds of times per minute is stressful on tooling.
Press and Material. Assume the press and material are standard. The press is aligned, maintained properly, and in overall good health. Also assume the sheet metal is neither exceptionally thick nor thin, not extremely hard or soft, and is flat and uniform.
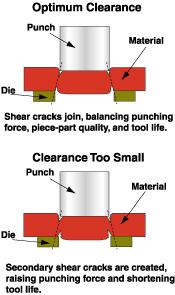
Tooling. After selecting the necessary tool size and shape for a job, we face the first variable that affects our quest for accurate holes, top-quality piece parts, and long tool life: the selection of die clearance. Of all the variables that impact our punching success, this one is the most abused (seeFigures 3a and 3b). Be sure to calculate the proper clearance.
Determining proper die clearance requires calculating percentage of material thickness and adjusting it for different material types.For mild steel in normal thicknesses (0.036 to 0.105 in.; 20 to 12 ga.), the recommendation is 20 percent of material thickness. As material thickness increases, die clearance also should increase up to 25 percent. As material thickness decreases, die clearance should decrease to 15 percent.
For hard materials like stainless steel in normal thicknesses (0.038 to 0.109 in.; 20 to 12 ga.), the recommendation is 25 percent of material thickness. As material thickness increases, die clearance also should increase up to 30 percent. As material thickness decreases, die clearance should decrease to 20 percent.
For softer materials like aluminum or brass in normal thicknesses (0.032 to 0.081 in.; 20 to 12 ga.), the recommendation is 15 percent of material thickness. As material thickness increases, die clearance also should increase up to 20 percent. As material thickness decreases, die clearance should decrease to 10 percent (see Figure 4).
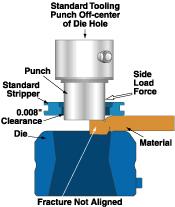
The application also impacts the quest for hole accuracy, piece-part quality, and long tool life. Specifically, is the hole being punched in a solid sheet or is there an intersection with a pre-existing hole? An intersecting hole or partial hit affects the tool by introducing lateral force and movement onto the tooling system. Partial hitting becomes a nibbling action when partial hits are made in rapid succession.
With each stroke, the entire tool attempts to move and shift toward the vacancy in the sheet metal, which is the path of least resistance. This lateral movement is responsible for most of the problems associated with premature tool dulling, tool galling, and tool breakage (see Figure 5).
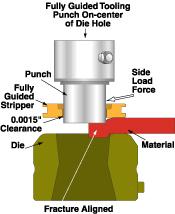
A fully guided tooling system can help to fight the force of lateral movement. Fully guided tooling is based on the principle of supporting the punch at its very point as the tool begins to be compressed in the punching cycle.
At the moment the tool makes contact with the sheet's surface but before the sheet metal has begun to shear or fracture, lateral force is present. It is critical at that moment for the stripper to support the punch point so that the point cannot deviate from the center of the tool components (which is both the upper part of the punch in combination with the lower part, or the die).
Fully guided tooling systems must have tight tolerance relationships between the punch point and stripper, and between the stripper and the guide or holder, which in turn communicate with the machine. These tight tolerances enable the punch to be directed or guided to the center and prevent the lateral forces from affecting the punch's position (see Figure 6).
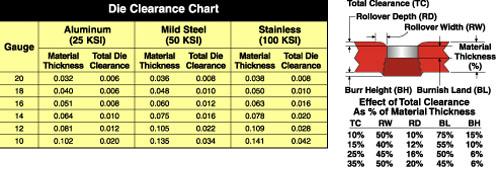
Figure 3. Use a die clearance chart to calculate proper clearance.The effect of total clearance between punch size and die opening on a punched hole can be expressed as a percent of material thickness.
Metallurgy. As punching became faster and faster, the tooling had to evolve as well. Most major tooling suppliers now offer or use particle metals, or powered metal, as a base material for their premium-line punches. This type of steel has a uniform and consistent microstructure that improves the tool's strength.
Coatings. Tool steel coatings, which emerged and evolved over the past 15 years, also play an important role in achieving hole accuracy, part quality, and increased tool life. The coatings are available in many variations and offer additional lubricity on the punches' flanks, which reduces the friction and heat buildup during the punching cycle.
This is helpful when punching materials that are prone to galling, like aluminum and galvanized steel. The coatings also create a harder punch surface, which translates into longer tool life.
High-performance punch press tooling must be managed by operators who know how to maintain, set up, and take care of their tooling. This includes careful tool lubrication, monitoring of tool performance, proper handling of tool components, and regular and proper sharpening of punches and dies. Careful tool maintenance is worth a fortune in holes.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}