















Product Line Manager, Wires

Figure 1: Waterwall tubes operated without surface protection become severely corroded.
Coal-fired and waste-to-energy boilers are exposed to complex corrosive and erosive forces that can damage their waterwalls, superheaters, and flue gas desulfurization systems (see Figure 1). These attacking mechanisms can lead to reduced operational efficiency and failures that result in unscheduled outages for component replacement. The industry has recorded more than 30,000 boiler tube failures, and 80 percent of those have resulted in forced plant shutdowns.
Replacing a large boiler system can cost millions for material and installation. Even more significantly, though, plant downtime can cost an operating utility or company millions of dollars a day in lost revenue.
Boiler tubes are subjected to a great number of failure mechanisms. Following are some of the more common mechanisms that can combine to cause complex failure of the boiler components.
Fireside corrosion fatigue usually is seen in coal-fired boilers as a series of circumferential cracks on tube ODs that appear as crazing or have an “elephant hide” appearance resulting from corrosion intensified by thermal stresses (see Figure 2).
Fly ash erosion is caused by fly ash impingement on tube walls, particularly in superheaters, resulting in tube wall thinning.
Waterwall fireside corrosion typically occurs in the lower part of the boiler and sometimes is associated with the combustion process. The result is thinning of the tube wall, leading to eventual failure.
Thermal fatigue most often is seen in the superheaters of coal-fired boilers. Stresses result from thermal cycling and uneven thermal gradients in the components. Distortion in the components can set up a series of opposing compressive and tensile stresses, eventually resulting in cracking that can propagate to failure.
Erosion corrosion is metal corrosion accelerated by erosive fluid conditions. On the fireside of waterwalls, erosion is caused by circulating gaseous media at high velocity, which carries the corroding media to the components. The result generally is pitting or ongoing erosion of the metal that simultaneously is undergoing corrosive attack.
Falling slag erosion causes impact damage as large chunks of slag impact waterwalls in the lower sections of the boiler.
Soot blower erosion occurs when high-velocity compressed air or steam is used to blow soot off the superheater or waterwall surfaces. Over time it can erode and corrode those surfaces, thinning the component walls.

Figure 2: The “elephant hide” appearance of the middle boiler tube may be the result of fireside corrosion fatigue.
Short- and long-term overheating generally cause longitudinal stress fracturing or splitting of the tube walls.
Chemical cleaning damage occurs when corrosive caustic or acidic cleaning chemicals aggressively attack the metal. Pitting can be aggravated when cleaners are not rinsed away quickly or thoroughly enough, causing damage that can lead to eventual failure.
Pitting corrosion, a localized galvanic corrosion, can occur as a result of chemical attack from the boiler atmosphere, such as with the use of sulfur-containing fuels or from coal ash constituents.
Protecting the surfaces of boiler components can extend their useful service life, thereby reducing replacement costs and outage times.
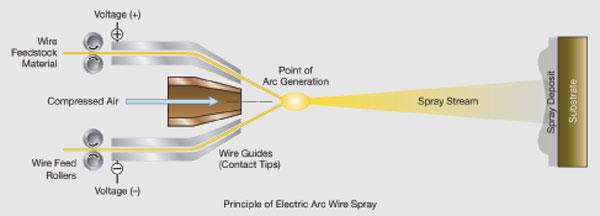
The electric arc wire thermal spray process (see Figure 3) is an alternative to the traditional weld overlay approach for protecting boiler components and systems. Two metallic wires, usually of the same composition, are charged electrically with opposing polarity and are fed into the arc gun at matched, controlled speeds. When the wires are brought together at the contact point, the opposing charges on the wires create enough heat to melt the tips of the wires continuously. Compressed air is generally used to atomize the now molten material and accelerate it onto the workpiece surface to form the coating.
Coatings. The process applies nickel-chromium alloys, the same materials used for weld overlay, at a quick pace. As thermal spray coatings bond to the substrate materials with an intrinsic mechanical bond, there is no possibility of base-metal dilution or detrimental changes to the substrate grain structure.
Electric arc wire spray is a relatively cool application process, eliminating concerns about waterwall distortion. When properly applied, the coatings provide full coverage and are well-bonded to the substrate. They provide lasting corrosion protection and can be reapplied as needed. Thermal spray coatings are compatible with weld repairs and can be applied over the welded area. Spray units are compact and portable, requiring only electrical service and clean, compressed air to operate.
Process Flexibility. The process can be used in the shop or on-site. Long-length hose and wire stands can be used to allow for convenient placement of the power supply unit remotely from the wire feed and spray gun in on-site applications (see Figure 4). Although hand spraying can be used for large areas with even coating thickness, the use of X-Y traverse units is recommended for spray gun manipulation.
Application Time. The total time required to apply electric arc wire coatings can be 30 to 40 percent less than that required for traditional welded overlay coatings. For a large utility boiler, this means surface protection application can be completed two to four days faster.
Costs. With quicker application time, fewer labor hours are needed to complete a job when compared to the more traditional wire overlay process. Also, jobs can be turned around more quickly.
Typically, wire material usage for thermal spray is about 60 percent that of weld overlay.
Service Life.Service life for the protective coatings can be very long, but it varies significantly depending on the boiler type, areas coated, and the plant operating conditions (see Figure 5). Electric arc wire coatings do not cause dilution and heat-affected-zone (HAZ) changes to the base material grain structure, which can lead to premature tube failure. Since no welding is involved in the process, it doesn’t initiate sites for cracking and microcorrosion or cause through-hole pores that can lead to premature attack of the base metal.
As with any technology that involves changing the surface characteristics of a metal workpiece, surface preparation and how the material is applied are critical elements.
Because the adhesion of the coating to the substrate predominantly consists of mechanical bonding, careful cleaning and pretreatment of the surface to be coated are extremely important. After the removal of surface impurities by chemical or mechanical methods, the surface is usually roughened using a blasting procedure, with an abrasive such as aluminum oxide. This activates the surface by increasing the free surface energy and also offers the benefit of increased surface area for bonding of the sprayed particles.
In addition, it’s important to use a clean source of compressed air. The compressed air should be purified by means of oil and water separators. Oil or water in the thermal spray may result in poor coating quality or reduced adhesion.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}