















AWS CWI, CWE, NDE Level III
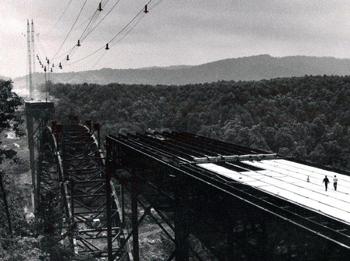
Figure 1: West Virginia’s New River Gorge Bridge under construction in the 1970s.
I believe the most beautiful bridges in the country, perhaps even in the world, are located in my home state of West Virginia. In the late ’60s and early ’70s, our then governor, Arch A. Moore Jr., appointed a Committee of 100 to make suggestions to the Division of Highways for the design and construction of bridges in our state. The committee was comprised of engineers, fabrication shop owners and employees, and educators who were involved in technical education. Gov. Moore also established the Career Centers in our State’s colleges and secondary institutions.
The committee, of which I was a member, was charged with recommending the most practical, efficient, and economic methods for the design, fabrication, aesthetics, and safety of all new and restored bridges. The group met in different areas of the state, and only once or twice was able to meet as a whole group of 100. How wonderful it would have been if we had had the modern communication systems that we now have. Because of the antiquated phone systems in some parts of our state then, we often were unsuccessful in establishing conference calls.
It was during this time that we all agreed that weathering steel was to be the steel used in future bridges and other outdoor structures, such as signposts and lightposts.
A West Virginia Div. of Highways engineer, Michael Baker, designed a bridge that has been studied, copied, and appreciated worldwide. It is the New River Gorge Bridge (originally named the Arch Moore Memorial Bridge) in Fayette County, W.Va. Baker, no doubt, is extremely proud of this accomplishment. Approximately 150,000 people view this bridge every year.
At 3,030 feet long, the New River Gorge Bridge (NRGB) was once the longest single span bridge in the world. It measures 70 ft. wide and sits 876 ft. above the water. It is the site of the annual Bridge Day in October. Parachutists and bungee jumpers from all over the country get their thrills from jumping off the bridge.
The most interesting things about the bridge to me are the material, fabrication methods, and how it was erected. The bridge contains about 88 million lbs. of COR-TEN® steel. United States Steel has the original trademark. The company sold its plate business to the International Steel Group in 2003, which was acquired by Mittal Steel in 2005 and merged with Arcelor in 2006 to become ArcelorMittal. This company is helpful in supplying technical information about many types of steel, especially the high-strength, low-alloy (HSLA) steels. Available on the Mittal Steel Web site is an informative technical bulletin produced by the Federal Highway Administration—TB-307.
COR-TEN is usually a reference to ASTM A588 or A242. The A242 specification is limited to material up to 4 in. thick, while the A588 is referenced up to 8 in. thick. The material also is produced in shapes, such as angles and beams.
With some of the more recent changes in nomenclature for specifications, the material now is sometimes referenced as A709 Grade 50W (weathering steel). However, the common reference remains COR-TEN The material contains between 0.25 percent and 0.55 percent copper, which creates the protective surface on the material and eliminates the need for coating.
The COR-TEN’s greatest advantage is its ability to form a protective coating provided mostly by copper oxide. The material requires no painting. The state of West Virginia estimated the cost of painting the NRGB in the early 1970s would be about $300,000. Once painted, it would need to be repainted at estimated 10-year intervals. The cost of rigging, blasting, and protecting the environment from old paint and blasting materials now would be near or more than $1 million. The color of the rusted surface actually complements the surrounding rustic beauty of the mountains and the New River Gorge.
Another benefit of the material is that it lends itself to the same ease of fabrication as the other steel types that are used in structural fabrication, even though it offers a higher yield strength (50 KSI). It remains sufficiently ductile to allow cold working in thicknesses up to ½ in. It can be cut by oxyacetylene or any other oxyfuel method. It also can be cut with plasma or carbon arc. Often rolled to diameters equally as small as those rolled with ASTM A709 Grade 36, it is easily punched, machined, and drilled.

Figure 2: Author Carl Smith displays a photo of the NRGB and the Hansaker Bridge, also known as the little bridge.
This material can be welded as easily as the other carbon steels. However, the parts that are exposed to the atmosphere should be welded with the wires or electrodes suggested by the American Welding Society in the D1.1 Structural Code or the D1.5 Bridge Code. Our first choice at Kanawha Manufacturing Company is ER80S-Ni1 or Ni2 for solid wire and E81T1-Ni2 for flux-cored applications. These wires weather very well.
The NRGB was welded mostly with the shielded metal arc (SMAW) process and E8018D2. The gas metal arc (GMAW) and flux-cored arc (FCAW) processes were not yet developed for use in the outdoor atmosphere, especially at that height. For example, the cumbersome equipment would not have produced enough advantage to offset the time required to move the wire feeder. The preheat and postweld heat-treatment procedures are nearly the same as those required for the A36 grade. However, due to the extreme importance of the copper for the formation of the protective coating, it is not advisable to allow the material to exceed 1,150 degrees F and definitely not more than 1,250 degrees F. A temperature of 1,150 degrees F is sufficient for heat straightening, and the postweld heat-treatment procedure requires 1,100 degrees F to 1,150 degrees F, so there really is no reason to exceed these temperatures.
COR-TEN is believed to be at least four times better for corrosion resistance than other carbon steels not containing copper and about twice that of steel containing copper.
These and other advantages probably contribute to the fact that more than 35 percent of today’s new bridges are being built with weathering steel of one type or another.
A few disadvantages exist regarding using this material in certain areas. Some critics find staining from moisture runoff intolerable. Personally, I think it is a thing of beauty. This problem can be overcome by troughs and gutters to direct the runoff into a storm sewer or similar catch basin. This runoff is not environmentally damaging, because the material contains no dangerous elements. It can be removed by sandblasting or chemical cleaning.
Some structures like the U.S. Steel Tower in Pittsburgh, Pa., create more of a staining problem. It would be quite difficult to contain the runoff from a structure of that size and architectural design. It is also in close proximity to other buildings that may be stained by winds carrying the moisture. Most artists perceive the stain as an artistic side effect to their work and actually plan the direction of the staining to enhance the artwork.
Another characteristic is the entrapment of moisture in pockets. The material needs to be dry as well as wet to create the formation of the protective surface. If the moisture is trapped in an area that will not dry, it will not oxidize in the desired manner and may result in deep and undesirable corrosion. To minimize this problem, designers are now using various types of plastics and polymers to seal any areas that would allow moisture entrapment. Sealing should be performed during the original fabrication if possible, and if not, at least during the installation or erection. This condition was not addressed in the early stages of the use of COR-TEN and, consequently, some repairs and scabbing became necessary. It is also necessary to coat any portion of the material that is embedded in concrete or in the earth. The formation of the protective coating is inhibited in these areas.
The material has no significant corrosion resistance advantage over the other carbon steels in the area of abrasion. Once an abrasive rubs the protective surface away, the material no longer has resistance to the atmosphere.
Since the early days of fabrication and erection, we have discovered some methods of handling and preparation that were not readily recognized when some structures were built in the’60s and ’70s. While the parts are being fabricated in the shop, care should be taken to remove all temporary welds (tacks and welds for bracing) and grind them smooth. Any hammer marks or arc strikes must also be removed and blended. Gouges from plate grabs, chains, or other lifting devices should be smoothed. The same is true for all flame-cut edges.
Sharp edges should be radiused to a minimum of 1/16 in. All holes should be deburred. Markings with wax pencils or other devices should be removed after they are no longer needed. Any petroleum-based marking devices will retard the oxidation process.
Once all the cleanup and repairs are complete, the parts should be brush-blasted to develop a uniform protective coating. If parts are to be stored in a staging area, they should not be allowed to rest on a concrete floor or earthen floor for any length of time. Blocking must be steel or cured wood. Green wood will bleed and serve as a retardant to the oxidation process.
Covering the underneath steel while the floor panels were being poured was not even thought of when the NRGB was being fabricated and erected. When some of the concrete spilled onto the steel, it was simply knocked off with a chipping hammer or whatever was handy. This created a nonuniform protective surface. We now have realized that covering not only enhances the aesthetics by promoting surface uniformity, it also reduces the probability of pitting (Figure 1).
If possible, the structure should be blasted with sand (to minimize environmental problems) after all fabrication and erection is complete. Many times this is not practical or even possible, but it really makes a difference in the evenness of the surface corrosion. This becomes important when the structure is a “showpiece.” The fascia girders and other parts that are in plain view should definitely be as smooth as possible.
The bearing blocks (the parts that are placed on the concrete piers) require Teflon® or some rubber or polymer placed under them to protect the COR-TEN from the concrete. These parts usually have machined surfaces. A trough or catch basin reroutes the runoff that collects on the bearing block since it is placed at the lowest point of the structure.
The COR-TEN on the NRGB is being monitored frequently and apparently is going to allow my favorite bridge to be a showpiece for years to come. My part was not as prominent as Michael Baker’s design, but I feel close to the bridge just from my rod burning and inspection.
Note the “little bridge” just down the river, which used to be the only way across. It was named the Tunney Hunsaker Bridge (Figure 2).

AWS CWI, CWE, NDE Level III
Weld Inspection & Consulting


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





