















Senior Project Leader, Metal Forming
 |
Tribology—the study of friction between interacting parts—for hydroforming analyzes interactions among the hydroforming die, lubricant, and tube. A tribological evaluation helps to determine the coefficient of friction, which currently is the main parameter for selecting a suitable hydroforming lubricant.
Using the simplest test possible minimizes costs. Comparing and correlating two tests, a common bench test (twist compression) and a straight-tube corner-fill test that simulates hydroforming, is a suitable way to study friction.
The straight-tube corner-fill test allows the influence of various lubricants on the hydroforming process to be investigated.
In this test, a straight cylindrical tube is internally pressurized inside a die with a square cross section the same size as the initial outside diameter (OD) of the tube (see Figure 1a). During hydroforming, the tube is constrained by the die and can expand only into the corners of the die. Because the surface of the tube is always in contact with the die, lubricants play a significant role in the forming behavior.
Two aluminum-alloy tubes with a 2-millimeter wall thickness and a 76.2-mm OD were used in this study. The first, designated tube A, was a 5XXX-series welded tube; the second, tube B, was a 6XXX-series extruded tube. Mechanical properties were determined for tube A and tube B, respectively, as:
Four lubricants (lubricant 1-4) were used, as well as water for comparison purposes. Each tube was expanded until it burst in the die. The test was repeated four times using each combination of tube and lubricant.
During testing, the tube ends were sealed with the appropriate plungers. As the internal pressure increased at a predetermined rate, the axial load also increased to maintain the seal during hydroforming. This means the tubes were tested under minimum end feed conditions.
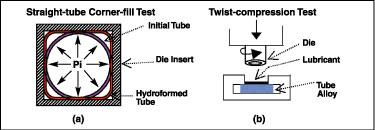 |
| Figure 1: The straight-tube corner-fill test internally pressurizes a straight cylindrical tube inside a die with a square cross section that is the same size as the initial outside diameter. |
The rate at which the axial force and the internal pressure increased was identical for both tube materials. The resulting axial displacement depends on the axial force, the tube's mechanical properties, and the frictional conditions as the tube slides along the die wall. The internal pressure, corner expansion, axial force, and axial displacement were measured continuously throughout the test.
Coefficient of friction values were determined in twist-compression tests (see Figure 1b) performed at nine revolutions per minute (RPM) and 2,000-PSI interface pressure using aluminum-alloy sheet material (corresponding to the tube alloy) combined with each of the tested lubricants.
The flat, horizontal aluminum specimen was loaded against the annular D2 tool steel specimen before starting the rotation of the upper specimen. Each test was repeated three times. The average friction values at the end of one revolution, which had a sliding distance of 70 mm, are shown in the table in Figure 2.
The results of the two tests were analyzed to determine tribological interactions in the hydroforming process.
Axial Displacement Versus Internal Pressure. The results achieved for axial displacement in the corner-fill test for each lubricant and tube combination are shown in Figure 2. Results from the corner-fill test and the twist-compression test show that axial displacement and burst pressure increase with a decrease in the coefficient of friction for each alloy.
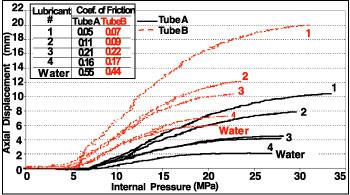 |
| Figure 2: Axial displacement and burst pressure in the corner-fill test increase with a decrease in the coefficient of friction. |
For example, water has the highest friction, the smallest axial displacement, and the lowest burst pressure. Lubricant 1 has the lowest coefficient of friction, the greatest axial displacement, and the highest burst pressure. The axial displacements measured for tube B are approximately 90 percent higher than for tube A. This difference is influenced by variations in the material properties of the two alloys and their coefficient of friction values.
The relative differences between burst pressures obtained with the other lubricants for a single tube material cannot be explained just by the friction values derived from this study. Performing the twist-compression test under varying load and speed conditions is expected to result in an improved correlation between the coefficient of friction and the corresponding burst pressure for a specific material and lubricant combination.
Axial Displacement Versus Coefficient of Friction. The tests reveal a nonlinear relationship between axial displacement and the coefficient of friction. For each test condition, the average and standard deviation values from three twist-compression tests and four straight-tube corner-fill tests are shown in Figure 3.
The axial displacement is approximately twice as high with all tested fluids for tube B compared to tube A. This difference in axial displacement is related to the variations in material properties. Tube B, which has higher uniform elongation and lower yield and ultimate tensile strength, has the greatest axial displacement.
Although the twist-compression test does not simulate any single metal forming process, it is a valuable tool for ranking and screening lubricants for manufacturing processes. The coefficients of friction determined by the twist-compression test conformed to predictable results.
For example, the highest axial displacement and burst pressure were achieved with the lubricant that had the lowest coefficient of friction.
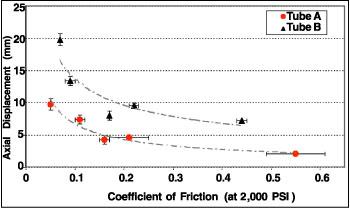 |
| Figure 3: The tests reveal a nonlinear relationship between the axial displacement and the coefficient of friction. Error bars depict standard deviation values. |
For the hydroforming process, the coefficient of friction is a function of pressure, speed, sliding distance, material properties, and the surface finishes of both the hydroforming die and the tube. Other twist-compression testing conditions such as speed should provide additional information for ranking lubricants for future production hydroforming operations.
Ghafoor Khodayari, Ph.D., is a senior project leader, metal forming; and Jean V. Reid, Ph.D., is a tribologist and a senior research associate with Industrial Research & Development Institute (IRDI), 649 Prospect Blvd., P.O. Box 518, Midland, ON L4R 4L3, phone 705-526-2163, fax 705-526-2701, e-mail khodayari@irdi.com or reid@irdi.com, Web site www.irdi.com. The Industrial Research & Development Institute is a contract research and development organization with capabilities in free-expansion and corner-fill tube hydroforming tests; stamping and formability analysis; and lubricant evaluations.
Mark Garnett is a senior stamping specialist for Advanced Vehicle Manufacturing Engineering for DaimlerChrysler Corp., CIMS 482-38-04, 800 Chrysler Drive, Auburn Hills, MI 48326-2757, phone 248-576-5167, fax 248-576-4742, e-mail mdg4@dcx.com, Web site www.daimlerchrysler.com. DaimlerChrysler is an automotive, transportation, and services company.
The experimental work was performed at IRDI, in cooperation with the United States Automotive Materials Partnership (USAMP) Aluminum Hydroforming committee (which is part of the United States Council for Automotive Research (USCAR, www.uscar.org). The authors acknowledge the invaluable assistance of the following individuals: H. Herbert, who performed all hydroforming tests; and H. de Boer, G. Gravel, and B. Perkins, who assisted him.
The authors acknowledge that this research was supported, in whole or in part, by Department of Energy Cooperative Agreement No. DE-FC05-95OR22363 (and for work conducted after Dec. 31, 2001, DE-FC05-02OR22910). Such support does not constitute an endorsement by the Department of Energy of the views expressed herein.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





