















Founder
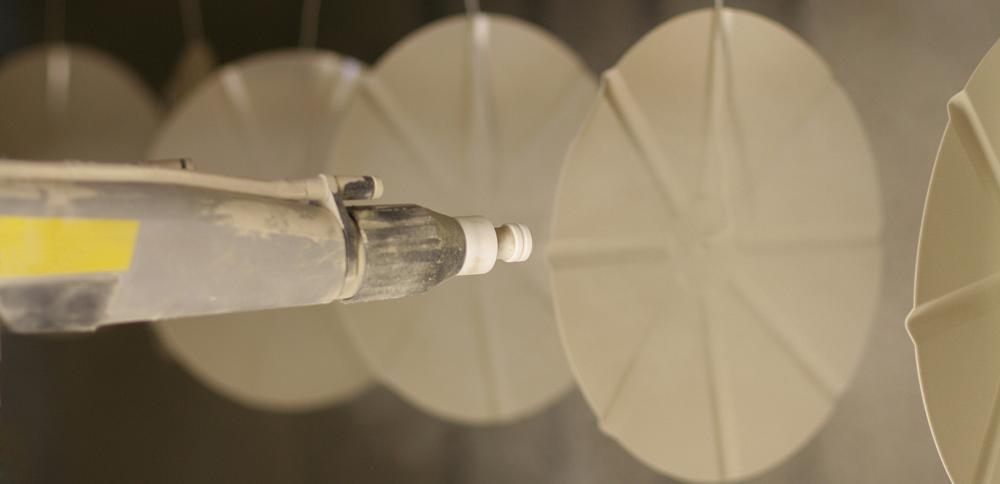
Figure 1
OEMs have used powder coatings to finish metal fabrications since the 1980s. Since that time control technology has evolved to automate the application, recapture, cleaning, and color-changeout processes, which has made the transition easier for metal fabricating shops looking to take on finishing jobs.
The powder coating process is nearing a half-century of use, but many in the metal fabrication industry look at the technology as a mystery and with some technical discomfort. Metal fabricators are comfortable with cutting, forming, and welding, but painting and its related issues, such as chemistry, electrostatic fields, and cure rates, become intellectual hurdles.
They need not be. The fact is that powder coating is a mature process with the unknowns wrung out (see Figure 1).
So metal fabricators looking at possibly adding powder coating to their menu of value-added services should take note. Integrating a powder coating operation into a manufacturing operation can be low risk, reduce costs, improve overall quality, shrink lead-times, and be a platform for increased sales.
If a metal fabricator decides to look at powder coating in more detail, management should realize that lots of experienced helping hands are available to advise. The major pretreatment chemical, powder coating material, and application equipment suppliers have good people in the field that can walk a fab shop through the process. Also, a company would be wise to get more than one supplier involved. It’s a big decision, so many perspectives are good.
Before embarking on a discussion of process and housekeeping issues associated with powder coating, it is good to look at the basics of the powder coating process.
Obviously, the most basic powder process is all manual. Solvent washing, sandblasting, shotblasting, or applying a one-stage chemical with a spray wand takes care of cleaning. Painting is done in a manual booth. Curing occurs in a batch cure oven. This process is very flexible for different product sizes, but does not yield surface quality or corrosion properties that meet most generally accepted standards.
A much more typical process is an automated cleaning, powder coating, and curing line. Figure 2 outlines the process.
The key ingredients of a functioning powder system are a pretreatment washer, dry-off oven, powder booth, cure oven, and conveyor.
A pretreatment washer gets the surface clean, really clean. Parts probably have both organic (oil, forming waxes) and inorganic (rust, laser scale) contaminants on them. These need to be removed.
Pretreatment washers are usually stainless steel enclosures through which parts pass on an overhead conveyor. Three to nine stages are most common. For most parts, a five-stage washer is adequate. The stages include an alkaline cleaning stage (140 degrees F), a municipal water rinse, a phosphoric acid-based conversion coating (120 degrees), and two final rinses that take care of the organic contaminants. The chemical suppliers can look at the inorganic contaminants and come up with specific solutions for them.
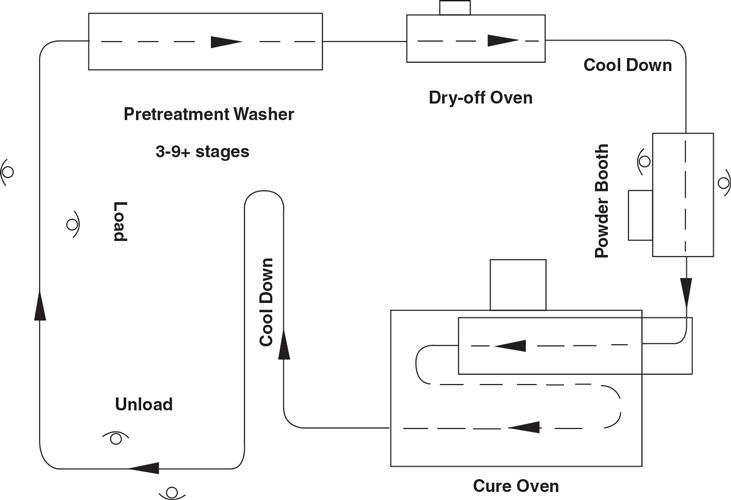
Figure 2
Almost any metal fabricator recognizes the individual parts of a powder coating line, but they may not realize the additional conveyor length required for the cooling of parts after they exit the curing oven—unless they have actually unloaded such parts.
A dry-off oven removes any moisture from the pretreatment stage. This is typically a gas convection oven capable of drying off even the most complicated parts. Temperatures are usually held between 250 and 300 degrees. Parts usually spend six to eight minutes in the oven, which is typically enough to dry off any moisture.
A powder booth is where the powder coating is applied and allows for the proper collection of overspray. All powder booth manufacturers follow National Fire Protection Association guidelines for construction, so a modern booth can be relied upon to contain the powder process without fear of an explosion. Depending on the part volume and number of colors, a fabricator may want to recover overspray and recycle powder to the application guns.
A cure oven sets the powder coating for about 20 to 25 minutes after parts are sent through. Here the metal reaches a temperature of about 350 to 400 degrees. A gas-fired oven is the most common type of cure oven. It is easy to operate and able to cure complex shapes. Simple parts, which are basically 2-D, can be cured with infrared heat (powered by gas or electricity), but the heat source does not do well on complex geometries.
A conveyor moves product through each of the powder coating stages. Most powder systems have overhead monorail or power-and-free conveyors, where an individual load can be stopped without stopping the entire line. The fabricator has to answer two key questions before specifying a conveyor for a power coating line: How heavy and long are the parts, and how fast do they have to move to meet the output targets?
In concept, the process is simple. As one might guess, each of the above process steps has underlying layers of complexity, but all the second-tier questions are well-understood.
So how does a fabricator settle on the mix of equipment that will meet output requirements today and tomorrow? Again, the process of defining a string of equipment for a fabricating shop is not a mystery. Answering the following questions can help a fabricator define a suitable line.
What Are the Quality Goals? Surface quality and corrosion performance are the leading quality issues. The powder process is well-known for delivering a high-quality surface appearance. When properly coated, the parts show no signs of sags; have a uniform coating; and have limited or no “orange peel,” a surface defect in which the powder coating doesn’t cure completely, leaving a surface texture similar to the surface of an orange. The cured powder coating surface also will be hard, scratch-resistant, and well-attached to the substrate.
Corrosion performance is another matter. A fabricator needs to know in what type of environment the part will function during its life cycle. A metal part inside a building obviously needs less corrosion protection than one kept outside and fully exposed to sunlight or possibly even salt spray.
Powder coating lines impart corrosion resistance through two basic processes. First, the parts are cleaned thoroughly before a conversion coating is applied. This coating is a thin, amorphous or crystalline barrier that provides a baseline of corrosion protection.
Figure 3 shows the range of salt spray resistance available for the most common pretreatment processes. A three-stage process works adequately for parts used in an interior environment. A five-stage process is the logical choice for products used outside. Products to be used in very corrosive environments may need a nine-plus-stage washer with a zinc phosphate chemistry. The auto industry typically requires this level of corrosion protection for its vehicle finishes.
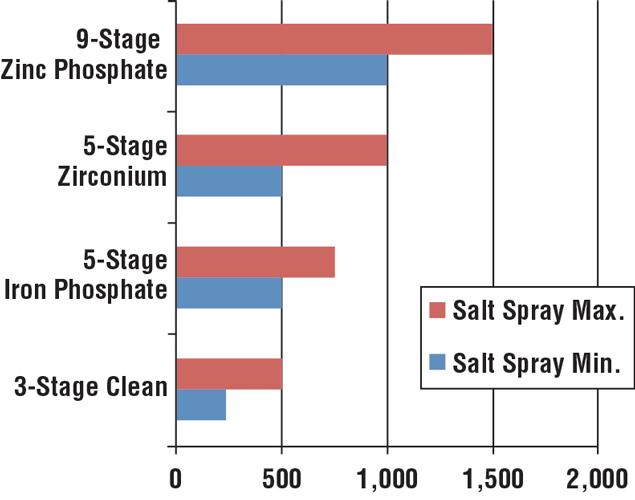
Figure 3
The more extensive a pretreatment system is, the more salt spray resistance it can deliver to a powder-coated metal fabrication. For instance, a nine-stage zinc-phosphate cleaning can deliver salt spray resistance that exceeds 1,500 hours.
The thickness of the powder coating has an effect on corrosion resistance. A thickness of 1 to 2 mils of cured powder is typical for most finishes. Additional powder—up to 6 mils—can be applied to boost performance.
How Fast Do Parts Need to Be Processed? This is where some number crunching needs to occur. The objective is to characterize the mix of products that will be processed now and in the realistic future. What are the lengths, widths, heights, and weights? Once this information is collected, the fabricator and the equipment supplier can look into how the parts can be racked to maximize productivity and finish quality.
It is important to keep the 80/20 rule in mind. The powder coating line shouldn’t be designed around the large parts—which make up only 20 percent of the overall product mix—unless the shop has no other alternative. Also, a fab shop should assume it will process parts for about 6.5 hours per shift.
What Part Opening or Window Size Should the System Have? The decision on how large the part opening will be is connected to the line speed. The bigger the part opening is, the more parts get processed by the foot and by the minute.
It is important to remember that part length and line speed drive the footprint of the system.
What Size Powder Booth Is Needed? Again, this is connected to line speed and part opening. Slower line speeds—about 6 feet per minute—usually can be serviced by two manual gun operators, assuming the part opening is not too high. As line speed picks up to 8 FPM or more, automatic guns probably are needed.
A powder coater normally has about one automatic gun per foot of part opening for both sides. Two manual positions are probably included to increase flexibility.
When a shop uses automatic guns, it probably will want to recover powder and recycle overspray back to the automatics. The powder booth supplier can help with this analysis.
What Overall Footprint Is Needed? Key drivers of the footprint are line speed, product weight, and product length. All the process steps are timed. Stage one of the pretreatment washer usually takes about 90 seconds to complete. To determine the proper length for the first stage, a fabricator needs to multiply 1.5 (minutes) by 8 (a line speed of 8 FPM), which yields a first-stage length of 12 feet. So if it takes 25 minutes to cure the parts, it will require 200 ft. of conveyor (8 FPM x 25 minutes). The faster the line speed is, the larger the footprint needs to be.
Also driving footprint are product length and weight. Longer parts require larger turn radii. Heavier parts may require more than 25 minutes to cure. Figure 4 shows a curve that scopes the footprint required. If the fab shop has a tall building—with a ceiling height of more than 25 ft.—it may be possible to stack the ovens and save some space.
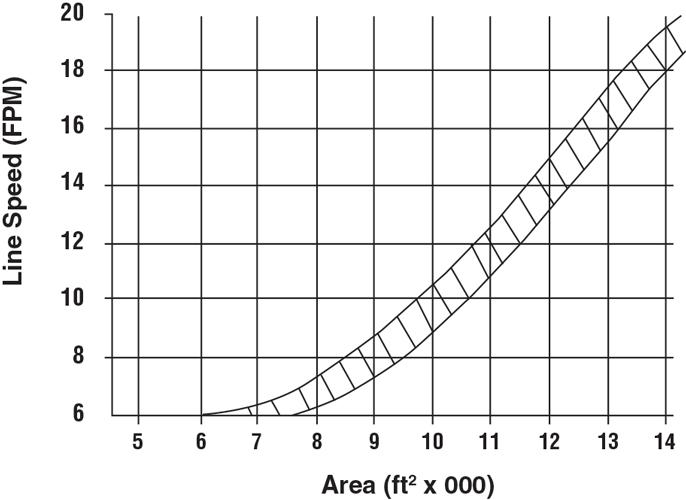
Figure 4
As the line speed increases, so does the necessary footprint of the powder coating line. This chart provides an idea of just how much the needed space increases with the line speed.
What’s This Going to Cost? Figure 5 gives a range of costs for powder systems at varying line speeds and pretreatment chemistries. A lot of variables and cost reductions or cost increases are possible depending on specific circumstances.
The cost of the powder booth is not included in the curves. Booth costs range from $20,000 for a simple, all-manual booth to $500,000 for a fully automatic booth with quick color change and many guns operating at fast line speed.
Finally, some side issues attached to setting up a powder coating line need to be addressed.
Permits. Yes, permits are needed to install and operate a system. However, a powder system will not be a new adventure for the local or state permitting authority. Lots of people have gone through the process. A fabricator should expect the approval process to take three to six months.
Housekeeping. Most fabricators know that cleanliness and orderliness make them money. The same applies to powder coating.
By keeping the maintenance and materials flow disciplined, the fab shop’s staff can look at the powder coating line as a source of pride.
Training and Labor. To run a powder coating line, a fabricator needs one floor operator/leader who can track pretreatment chemistry and operating parameters. No chemistry degree is needed. The rest of the line staff can comprise conscientious laborers.
Financing. Working capital is always an issue. Where is the money to be spent? A metal fabricator might be better off looking at leasing the line. Many leasing companies are comfortable with powder systems. Leasing frees up money for other growth or cost-reduction projects.
Used Equipment. A good used or reconditioned system will come in at about 60 percent of the cost of a new system, but it has to fit the line description as determined by the early evaluation work.
That’s powder coating. It’s a well-understood technology that holds the potential for possible quality improvement and new growth. It could be a good fit for the shop.
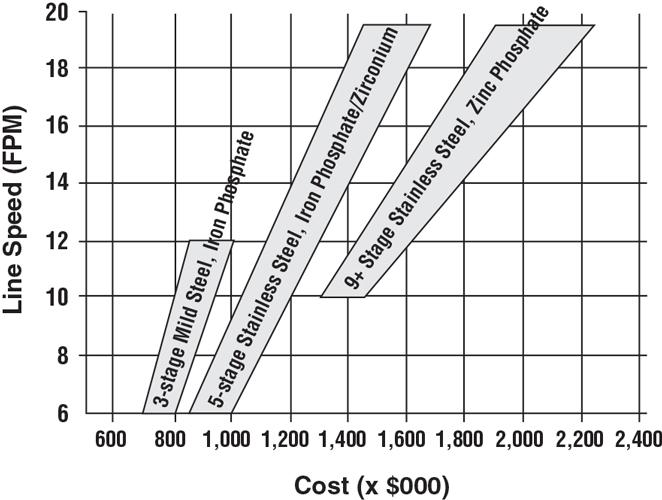
Figure 5
This chart offers a look at the investment required for different lines, but metal fabricators should keep in mind that several variables can alter these typical costs. Some examples are the need to build around interior obstructions, difficulty of installation, mild steel versus stainless steel for washer sections, and the potential need for waste treatment equipment.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





