















The future of the bending craft
We need more skilled technicians, not button-pushers

Do you have a brand-new hydraulic press brake, or an old mechanical one? You can say plenty of positive things about the state-of-the-art as well as the tried-and-true. If you’re still in business, most likely your equipment is as close to state-of-the-art as you can afford, and you are using the right press brakes and tooling for your shop’s forming applications. However, it’s really not about what type of machine or tooling you use. It’s about getting the most out of the technology you have.
Today many press brakes and other modern fabrication systems are just about foolproof. Any warm body can safely make a ram or table move to produce parts. But that’s not enough to get the most out of the technology. For the engineer, precision sheet metal fabrication is about more than just knowing the CAD systems; and for the press brake technician, it’s more than just having a basic understanding of the machine and its controller.
When a new employee joins the team, the first order of business is training. In the past training entailed an apprenticeship program or similar arrangement that over time transformed the newbie into a skilled and productive craftsperson.
Historically, the front office sent blueprints to the floor, and out came a finished product. But times have changed. CNCs and precision-ground tooling have forever altered that process and, ultimately, improved overall quality. That’s a positive development. But along with this, training changed too. Over time it became, “Can you push this button, son? Good. You’re an operator now. Here’s the setup sheet. Get to work.”
Consider the following interaction between the modern trainer and the new kid on the block:
Trainer: Get the setup sheet and stage the tooling.
Newbie: Why do I need this tooling?
Trainer: Because they match what the CAD program specified.
Newbie: Yeah, but why were those tools selected?
Trainer: I don’t know. That’s what the CAD program called for, and besides, they work. Now get the tools and make some parts!
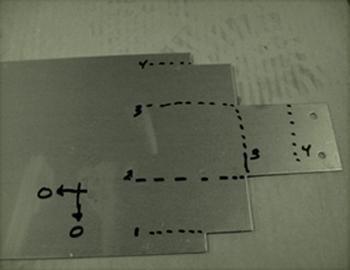
Figure 1: This will form up into a box, but the bend deduction is off just a hair. No big deal, right? Before you answer that, take a look at Figure 2.
If the trainer knew exactly what kind of tools the job required, he would know whether the ones the CAD program specified were really the best. Sure, the current tools work, but would other tools work better? Maybe so, or maybe not. Without mastering the fundamentals, neither the trainer nor the newbie will ever really know.
Now this problem is getting worse. That’s because fewer people are staying in the trade long enough to really learn it, and the few remaining that do have the experience are retiring in droves. How many of you remember what is was like to work in a precision sheet metal shop 25 years ago? Could you lay out a complex part without CAD/CAM?
Making the Best Use of Technology
All the special functions on modern CNC press brakes (and any other machine tool, for that matter) are meaningless if only a few understand what it is those functions are, much less how to apply them and why. Consider dwell and decompression. Your brand-new brake may have these functions available on its controller. Great! Let’s put them to work! Oh, yeah, wait a minute. What do they do? Anybody?
Here’s what a shop manager might say to this: “Who really cares? With the newest press brake, advanced controller, and precision-ground tooling, do we really need to understand this stuff anymore? It’s not rocket science. We’re making metal boxes. People with advanced skills are expensive, and we can’t find skilled help, no matter how hard we try. Besides, I bought this machine because I was told that it didn’t need skilled people to run it. Any warm body will do. Anyone off the street can download a program, load tooling, and run parts, right?”
In some cases, these statements are correct. But if no one at the shop knows what those dwell and decompression functions are, no one will be able to make best use of the shop’s advanced technology. In truth, these functions are similar, but few apply them correctly simply because they don’t know what they are.
Dwell pauses the ram at the bottom of the stroke, and it’s generally used in bottom bending. Holding the material briefly under load allows the sheet metal’s molecular structure to realign, reducing springback and stabilizing the workpiece. Decompression, on the other hand, releases the pressure at the bottom of the stroke in a very controlled fashion. Decompression improves forming consistency, especially if you are working with material that has a fair amount of springback, such as air-forming high-strength steel. If the technician on the floor knew this, he could communicate this with his supervisors and others and incorporate these functions for certain jobs, making the operation more efficient and accurate.
Imagine the efficiencies if this knowledge trickled up to engineering. In fact, what if your engineers designed parts around the actual processes employed on the floor, using the same language of the trade? Both the engineer and press brake technician should know not only what a bend deduction is, but also how the elongation is developed in the first place.
Thinking Outside and Inside the Box
Your CAD system already figured out the bend deduction for you, so why does it matter? Do operators really need to know where a bend deduction comes from?
Well, consider a simple box with four mating corners (see Figures 1 and 2). Say this part is made from 0.060-in.-thick cold-rolled steel with a tight tolerance of ±0.010 in. For some reason, we find that the bend deduction is off by 0.010 in.—not much at all, right?
But then you look at the final part. The corner on the upper left closes up nicely; the lower left and upper right corners are OK; but the lower right corner is way off. Say hello to tolerance stackup. One corner is 0.010 in. off. But that stacks up so that the next corner is 0.020 in. out of tolerance, the next is 0.030 in. out, and the final corner is 0.040 in. Looking at the flat, you notice that the notch is in the wrong location by 0.040 in. along one axis and 0.020 in. along the other. Can you fix it at the brake? How?
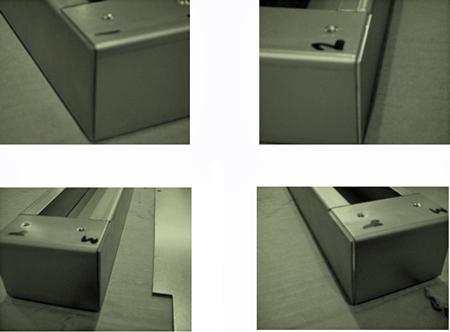
Figure 2: Note how these four corners vary. The top left is OK, but the bottom right is clearly out of tolerance. Say hello to tolerance stackup.
Bending Method Basics
First, are you air forming, bottom bending, or coining? It may be hard to tell sometimes, but it makes a big difference when it comes to correcting this problem.
Coining forces the punch nose into the material, penetrating the neutral axis, and stamping the entire punch face into the workpiece. Bottom bending forces the material around the punch nose and forms the bend to a set angle determined by the V die. Coining occurs at less than material thickness; bottom bending occurs at or just above the material thickness; and air forming “floats” the bend radius and bend angle over the open space of the die.
Coining is rarely used anymore because of its tonnage requirements, the cost of custom tooling, and the potential damage to the press brake. Bottom bending, while still used, often is avoided because of tonnage requirements. Air forming requires the least amount of applied tonnage and today remains the most accepted and recommended by press brake manufacturers.
As an engineer or technician, you may already know the three types of bends, and the fact that most machine manufacturers now promote only air forming. Why then do some press brake manufacturers have a “coining” or “bottoming” mode built into their machines? It’s because, in this case, these terms actually have a different meaning that has nothing to do with the bending method. Instead, they refer to how the press brake ram returns after each bend. When you select the “standard” mode, the ram returns after reaching a specific location (“reverse at location”); in “coining” or “bottoming” mode, the ram “returns on pressure,” reversing when reaching the total calculated tonnage required to produce the bend. Either mode can be used with any bending method.
Air forming is different from bottom bending and coining in one big way: how the bend radius is achieved. In a bottomed or coined bend, the punch radius is stamped into the material. Air forming creates the inside bend radius as a percentage of the die opening. This means that every time the die opening changes, so does the inside bend radius. If the inside bend radius changes, so does the bend deduction.
This phenomenon is referred to as the 20 percent rule, the name being derived from bending 304 stainless steel, in which the average inside bend radius produced in an air form is equal to approximately 20 percent of the die opening. This percentage changes with the material type. In cold-rolled steel, it’s 15 to 17 percent, soft aluminum (50 series) 14 to 16 percent, 304 stainless 20 to 22 percent, and hot-rolled pickled and oiled 12 to 14 percent. Because alloy characteristics can vary, the rule covers a range of percentages, so you can start with the median value and adjust as necessary over time.
Here, it’s still helpful to use 60,000-PSI-tensile-strength cold-rolled steel as a baseline. If you are working with another material, you can multiply the tensile by this baseline. So, if your metal is 120,000-PSI tensile, that’s twice the tensile strength of cold-rolled steel. So you multiply 15 percent by 2, and find your inside radius will be approximately 30 percent of the die opening.
The Dilemma Solved
Back to the box-form example, why did those corners not line up? Is it a notching problem? Or is this a bend deduction problem? The blank size is correct based on the numbers called out in your CAD system or from the shop’s bend deduction chart—even though another CAD system or chart might actually give a different bend deduction. So with multiple charts and CAD systems developing or showing different bend deductions, how do you know which one is right?
To find a true bend deduction requires precise calculations for the job at hand. These calculations need to be based on the tooling available on the shop floor and the methods of forming that are being performed: air forming, bottom bending, or coining. You also need to know the type of material being used with which method. Are you bottoming steel or air forming aluminum? You the engineer need to know and incorporate those values in the calculations, so you can engineer parts to the reality of the shop floor.
Should parts exhibiting corners like in the previous box-form example arrive at the press brake, it is a sure bet they will not be remade to correct the problem. So you the technician must know whether you’re air forming or bottoming. If you’re air forming, you correct the corner error by adjusting the die opening to change the bend deduction. If you’re bottom bending, you change the punch radius to change the bend deduction. And if all else fails, you also can use your tolerances to shift the error around to make it work.
The Future of a Craft
With few seasoned veterans left to pass on the knowledge, and even fewer apprentices to pass it on to, who will use fabrication equipment effectively now and in the future? Will we be forever training new button-pushers every three months? It doesn’t have to be that way.
Sit with your engineers, design staff, management, and best lead technicians. Together, you can design parts to the actual processes used on the floor. The result: You improve not only your shop culture, but also the bottom line.
It’s also about the pride of craftsmanship—being able to hold up your project at the end of the day and say to yourself, “I did that. And tomorrow I’ll make it better!”
About the Author

About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
